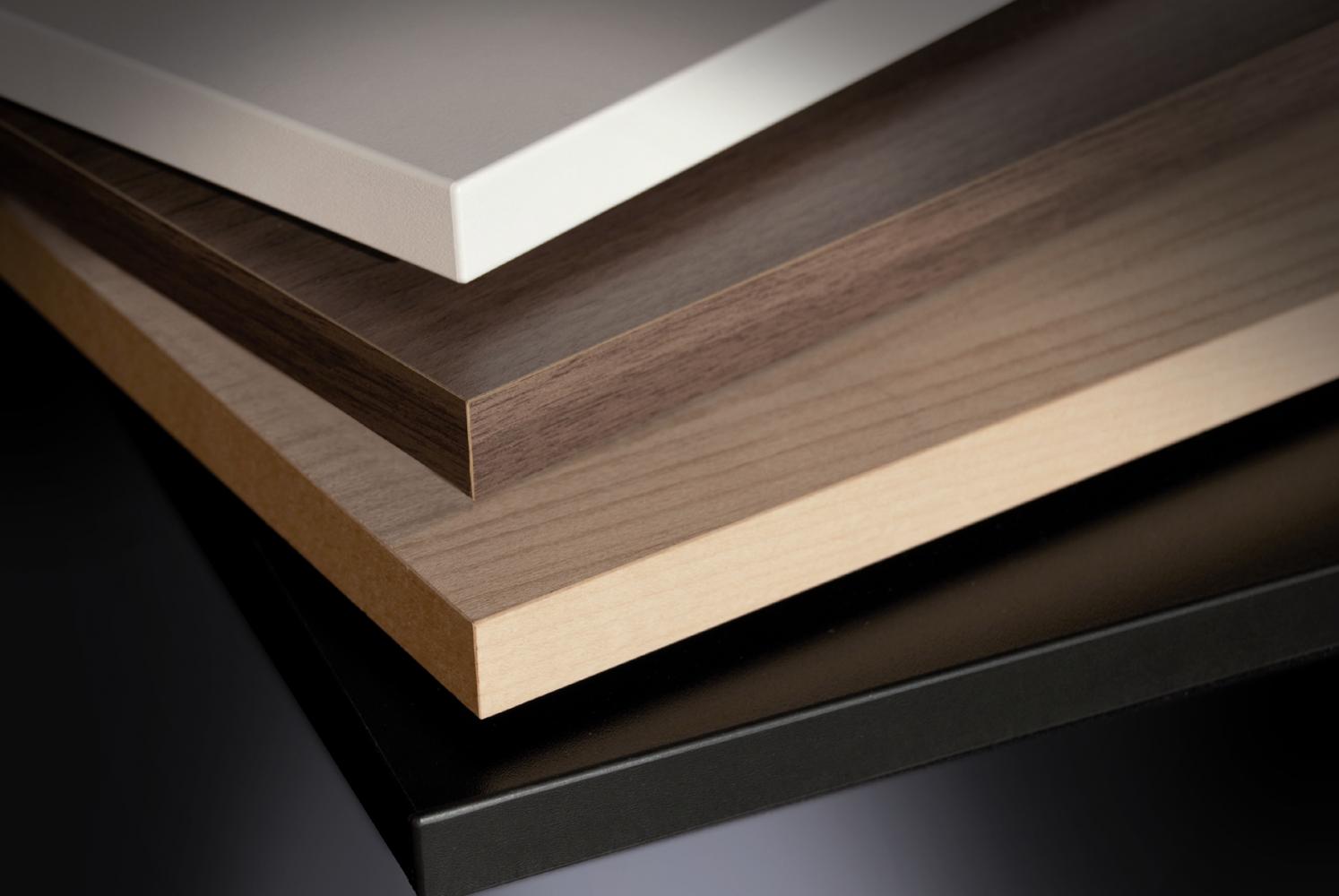
Kantenanleimen mit Lasertechnik Technologie des Verbindens von Kantenmaterial und Werkstückkante mittels Laserstrahlung Beim Kantenanleimen mit Lasertechnik wird eine vorbestimmte Schicht des Kantenmaterials mittels Laserstrahlung aufgeschmolzen. Beim Anpressen des Kantenmaterials in der Druckzone dringt das aufgeschmolzene Kantenmaterial in die Werkstückoberfläche ein und bildet beim Erkalten eine geschlossene Verbindung zwischen Werkstück und Kantenmaterial. Dementsprechend gibt es keine sichtbare Fuge zwischen Werkstück und Kantenmaterial. VerfahrenFür das Kantenanleimen haben sich bislang das CO2-Laserverfahren und das Dioden- Laserverfahren bewährt. Bei beiden Verfahren besteht das Kantenmaterial aus dem eigentlichen Anleimer und einer co-extrudierten Funktionsschicht aus einem Polymer. Diese Funktionsschicht von wenigen Zehntel Millimetern Stärke bildet durch Aufschmelzen, Eindringen und Erkalten den 'Anker' des Kantenmaterials im Werkstück. DiodenlaserMit einer Energieeffizienz von 40 % wird Laserlicht erzeugt, welches mittels Glasfaserkabel an die Stelle gelenkt wird, wo bei herkömmlichen Kantenanleimmaschinen die Klebstoffangabe erfolgt. Durch Oszillation des Laserstrahls bzw. durch eine spezielle Optik wird sichergestellt, dass der Schmelzprozess über die gesamte Kantenhöhe stattfindet. Damit ausreichend Strahlung für den Schmelzprozess aufgenommen wird, ist die Funktionsschicht mit Absorptionspigmenten angereichert. Aufgrund der hohen Strahlungsintensität ist die Laseranlage in einer lichtundurchlässigen Kompletteinhausung untergebracht. CO2-LaserBei dieser Art von Laser genügt wegen der geringeren Strahlungsintensität eine Einhausung mit Polycarbonatscheiben. Dadurch wird der Verbindungsprozess beobachtbar. Das Laserlicht wird hier nur mit einer Energieeffizienz von 10 % erzeugt, auch kann das entstehende Laserlicht nicht mittels Glasfaserkabel bis zum Einsatzpunkt gelenkt werden, wodurch vor der Druckzone ein gewisser Platzbedarf durch das übertragende Objektiv entsteht. Dieser kann hinderlich sein, wenn zum Beispiel eine vorhandene Kantenanleimmaschine mit einem herkömmlichen Leimsystem um die Lasertechnik erweitert werden soll. Vorteilhaft ist jedoch, dass die Funktionsschicht nicht mit Absorptionspigmenten angereichert sein muss. Kantenmaterial und Farbe sind somit frei wählbar. Die Investitionskosten für CO2-Lasersysteme sind im Vergleich zum Diodenlaser höher. Vorteile
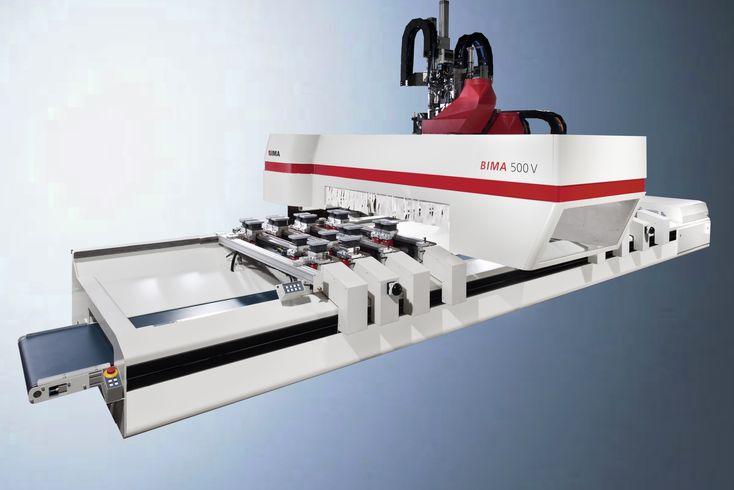
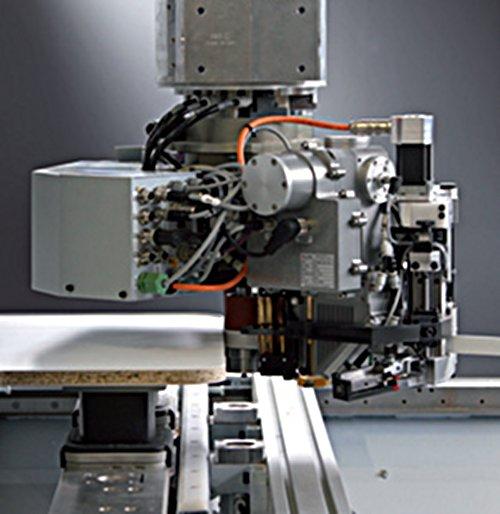
Einsatz auf CNC-BearbeitungszentrenAggregate zum Bekanten mittels Lasertechnik werden auch anstelle von Kantenanleimaggregaten auf CNC-Bearbeitungszentren eingesetzt. Bereits zur Vorstellung 2009 plante die Firma IMA, das Verfahren auch auf CNC- Bearbeitungszentren einzusetzen. Die im selben Jahr vorgestellte Neuentwicklung Bima 500 konnte bereits mit dem Laser Edging System ausgestattet werden. 2011 erfolgte die Mitteilung von Homag, dass sämtliche Modelle der BAZ Baureihe mit laserTec Aggregaten verfügbar sind. Anbieter2009Erstanbieter:
2011weitere Anbieter:
2015neu hinzugekommen:
2020
|
Bilder und Videos