Ratgeber CNC | Software
HOMAG
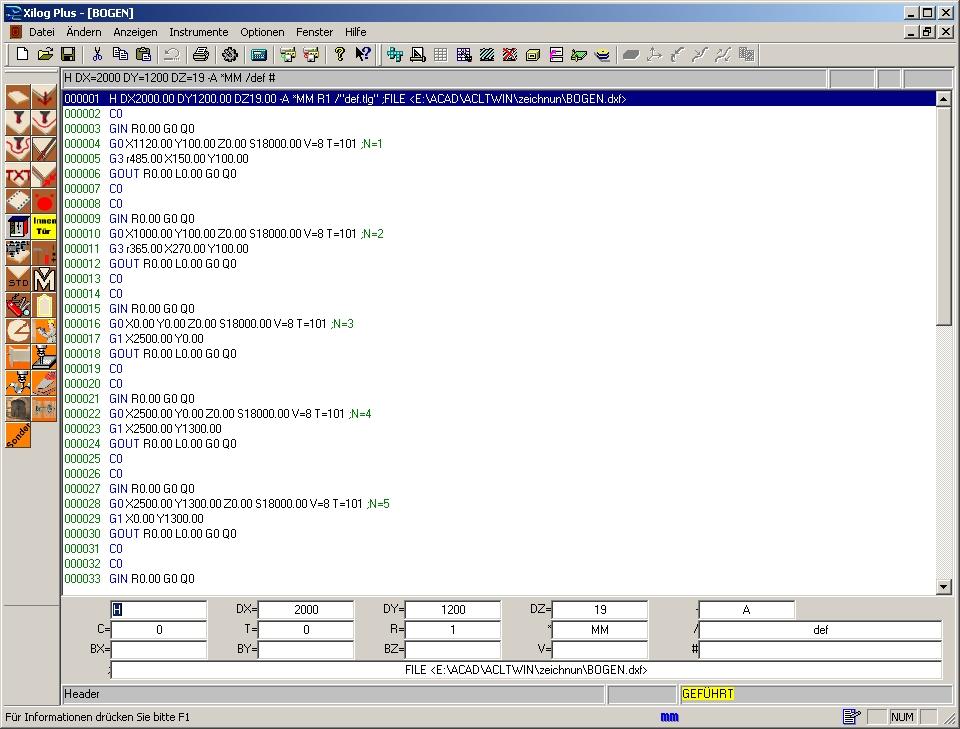
Quelle: HOMAG") SoftwareIm Zeitalter von „Industrie 4.0“ spielt die Software eine immens wichtige Rolle und kann durchaus für die Wirtschaftlichkeit des Maschineneinsatzes entscheidend sein. Eine umfassende Betrachtung dieser Thematik kann hier nicht geleistet werden, jedoch sollen einige Grundlagen kurz erläutert werden. Die meisten Maschinen in der Holzbearbeitung werden bereits mit einer sogenannten WOP-Software ausgerüstet. WOP steht hier für „werkstattorientierte Programmierung“. Die vor Jahrzehnten übliche Programmierung im sogenannten „G-Code“ dient heute allenfalls der Überprüfung erstellter CNC-Programme und muss in einer gut programmierten WOP-Umgebung normalerweise gar nicht aufgerufen werden. Auch wenn in den letzten Jahren viele Funktionen hinzugekommen sind, ist die Funktionalität einer WOP Software auch in den neuesten Versionen eingeschränkt. Auch wenn die Werbung „3D Körper“ und 5-Achs-Programmierung verspricht, kann man den Funktionsumfang nicht mit einer CAD/CAM oder Branchensoftware vergleichen, bei denen die Herangehensweise bei der Erstellung eines Programms eine ganz andere ist. Programmierung mit einer WOP-SoftwareDie Werkstückprogramme werden in einer grafischen, dialogartigen Umgebung erstellt. Die grundlegenen Funktionen sind praktisch unabhängig vom Hersteller gleich: Als Grundlage dient das plattenförmige Werkstück. Dadurch entfällt das Hineindenken in ein Koordinatensystem. Für die wichtigsten Bearbeitungen stehen fertige Programme zur Verfügung (z.B. Lochreihe 32 mm), welche über einen Klick auf ein Icon aufgerufen und nur noch die nötigen Parameter hinzugefügt werden (z.B. in X-Richtung, beginnend 110 mm ab Werkstückkante, 35 mm Abstand zur Längskante, Bohrtiefe 8 mm, 63 Löcher). Sobald eine Bearbeitung erstellt ist, sieht man dies an der Werkstückdarstellung. Normalerweise steht auch ein Modul für die Generierung von besonderen Konturen zur Verfügung, welches ähnlich aufgebaut ist wie ein Zeichenprogramm. Eine wichtige Funktion stellt die „parametrische Programmierung“ dar. Dabei werden Bearbeitungen anhand von Parametern und Referenzkanten definiert. Dies macht es möglich, ein einmal programmiertes Werkstück in vielen verschiedenen Abmessungen zu fertigen, ohne ein neues Programm schreiben zu müssen. Die Werkzeuge werden in einer separaten Werkzeugverwaltung definiert und müssen daher vom Programmierer meist nicht mehr separat angegeben werden. Wird z.B. ein Bohrloch mit 5mm Durchmesser programmiert, weist das Programm selbstständig einen passenden Bohrer zu. Alle namhaften Hersteller bieten Programme mit ähnlichem Funktionsumfang an. Die Abläufe bei der Erstellung eines Programmes können dabei durchaus unterschiedlich sein. Hat man einen CNC-Bediener, welcher ein Programm bereits gut beherrscht, sollte man in Betracht ziehen, den Hersteller beizubehalten, da die Einarbeitung in eine neue Software durchaus längere Zeit in Anspruch nehmen kann, während der Wechsel von einer älteren auf eine neuere Programmversion meist sehr schnell erlernbar ist. Welche Zusatzpakete sind sinnvoll?Beim Kauf eines CNC-Bearbeitungszentrums sollte durchaus auch auf den Umfang des Softwarepaketes geachtet werden. Das WOP Programm dient lediglich der Programmierung eines einzelnen Bauteils. Sinnvolle Softwarelösungen gibt es z.B. für
Einige Hersteller bieten bereits ein komplettes Paket mit der Maschine an, andere verlangen für einzelne Module Aufpreise. Auch sollte berücksichtigt werden, dass eine zusätzliche Programmlizenz für das Büro bereits inklusive ist, da heute Programme meist nicht mehr an der Maschine sondern in der Arbeitsvorbereitung erstellt werden. Bei der Budgetplanung sind auch die nicht unerheblichen Kosten für die Anbindung der Maschinensoftware an andere Software wie Warenwirtschaftssysteme, Barcodesysteme oder eine externe CAD/CAM Lösung zu beachten. Um in einer Maschine beispielsweise CAD/CAM Programme ohne Nachbearbeitung importieren zu können, ist immer ein Postprozessor nötig. Dies sind kleine „Übersetzungs“-Programme, welche die maschinenunabhängigen Bearbeitungsvorschriften in NC-Programme für die Maschine umwandeln. Auch wenn viele Anbieter von CAD/CAM Software angeben, dass bereits Postprozessoren enthalten wären, ist dies nur die halbe Wahrheit. Die meisten CNC-Bearbeitungszentren können in verschiedenen Konfigurationen erworben werden. Bereits ein einziger Bohrer weniger auf der Maschine gegenüber dem Standardmodell würde bewirken, dass das importierte Programm fehlerhaft wäre, wenn genau dieser Bohrer als Werkzeug gewählt würde. Umgekehrt würden möglicherweise teuer bezahlte Sonderausstattungen nie berücksichtigt, weil sie im Standard-Postprozessor einfach fehlen. |
Bilder