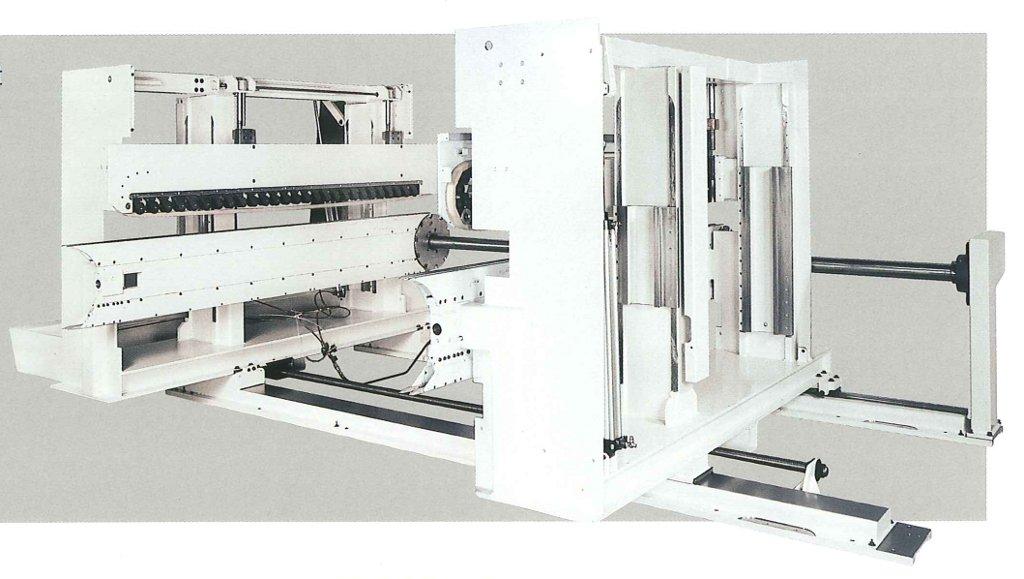
Doppelendprofiler Maschinen zur doppelseitigen Werkstückbearbeitung, insbesondere zum Profilieren der Werkstückkanten (Postformingprofile, Nut-Feder- verbindungen für Fußbodenlaminate und Parkett) sowie zum Fräsen mit großer Spanabnahme (Schlitz- Zapfenverbindung an Tür- und Fensterprofilen). Aufbau - Hauptbestandteile
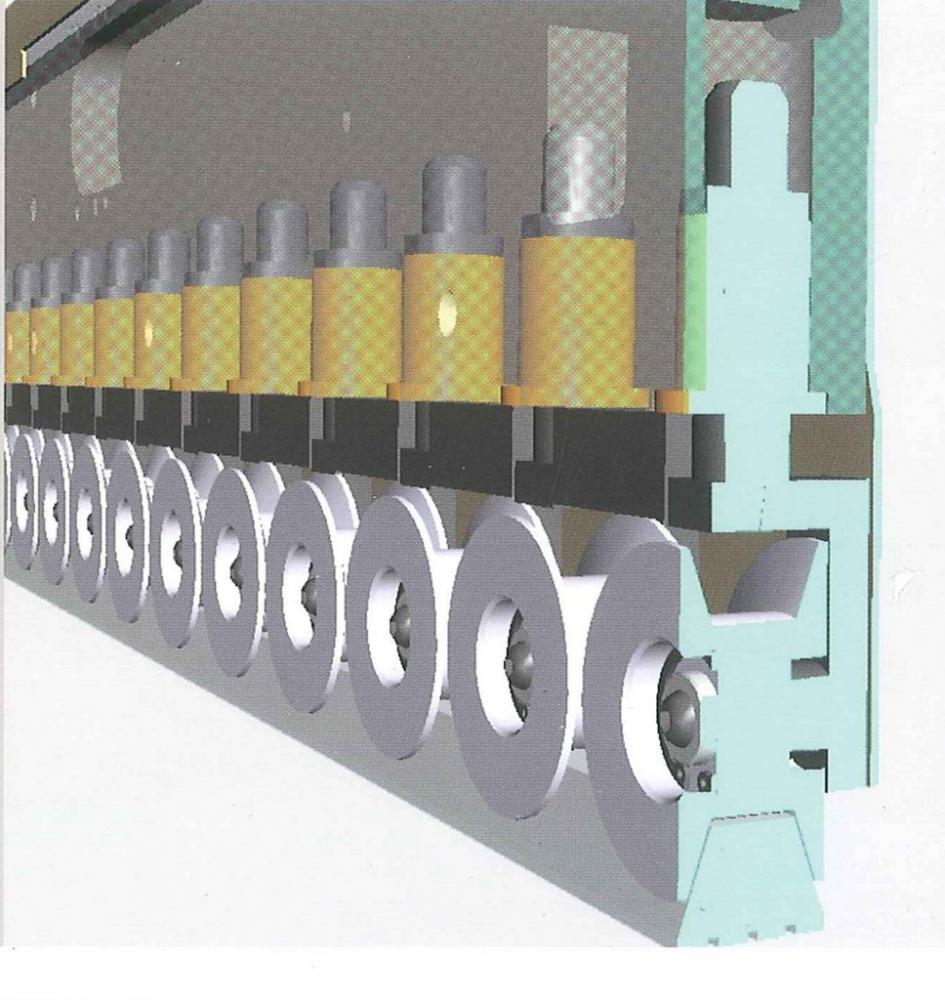
1. MaschinenbettDas Maschinenbett besteht in der Regel aus Stahl-Hohlkörpern welche als Rechteck miteinander verschweißt sind. Auf den zur Vorschubrichtung quer liegenden Hohlkörpern sind die Führungsschienen der Maschinenseiten montiert. 2. MaschinenseitenDie Maschinenseiten bestehen meist aus je einem Stahl-Hohlkörper mit den Aufnahmen für die Führungen des Maschinenbettes zur Breitenverstellung. Auf den Hohlkörpern sind die Aggregateträger/Säulen montiert. Diese sind um der Schwingungsdämpfung willen vorzugsweise aus Grauguss-Stahl. Die Anzahl der Aggregateträger begrenzt die mögliche Anzahl der Bearbeitungsaggregate. Je Aggregateträger können in der Regel 2 Aggregate installiert werden. Ebenfalls auf den Maschinenseiten montiert ist die Schallschutzverkleidung. 3. KettenbahnenDiese sind an den Aggregateträgern befestigt. In einem rippenversteiftem Stahl- Hohlkörper sind vorn und hinten große Zahnräder montiert welche die Vorschubkette umlenken. Je Seite treibt eines der zwei Zahnräder die Kette an. Damit rechte und linke Kette synchron laufen, sind die angetriebenen Zahnräder durch profilierte Rundstangen miteinander gekoppelt. Die Vorschubkette läuft auf dem Stahl-Hohlkörper auf je einer Rund- und einer Flachführung. Auf die Kettenglieder sind Kunststoffplatten mit Gummiauflage geschraubt. Eine Bohrung in der Mitte einzelner Kettenglieder nimmt die Nocken auf, welche ein Verrutschen des Werkstücks längs zur Vorschubrichtung verhindern und die parallele Ausrichtung der Werkstückseiten zu den Bearbeitungsaggregaten gewährleisten. Je nach Automatisierungsgrad können diese Nocken manuell oder über die Steuerung ein- und ausgefahren werden. 4. OberdruckDer Oberdruck ist über vertikale Gewindespindeln und Führungen ebenfalls an den Aggregateträgern aufgehangen. Er besteht aus einem verschraubten Hohlkörper in dem die Andruckrollen vertikal aufgehangen sind. Diese Rollen drücken via Federkraft oder mittels Pneumatikzylinder ein umlaufendes Gummiband von oben gegen das Werkstück, so dass dieses sicher zwischen Vorschubkette und Oberdruckband eingeklemmt ist. AggregateFolgende Arten von Aggregaten können auf Doppelendprofilern zum Einsatz kommen:
Zusatzeinrichtungen
AnwendungsgebieteEs gibt hauptsächlich drei Hauptanwendungsgebiete, welche sich in den konstruktiven Merkmalen und in der Ausstattung mit Aggregaten widerspiegeln:
|
Bilder und Videos







Baureihen (129)
