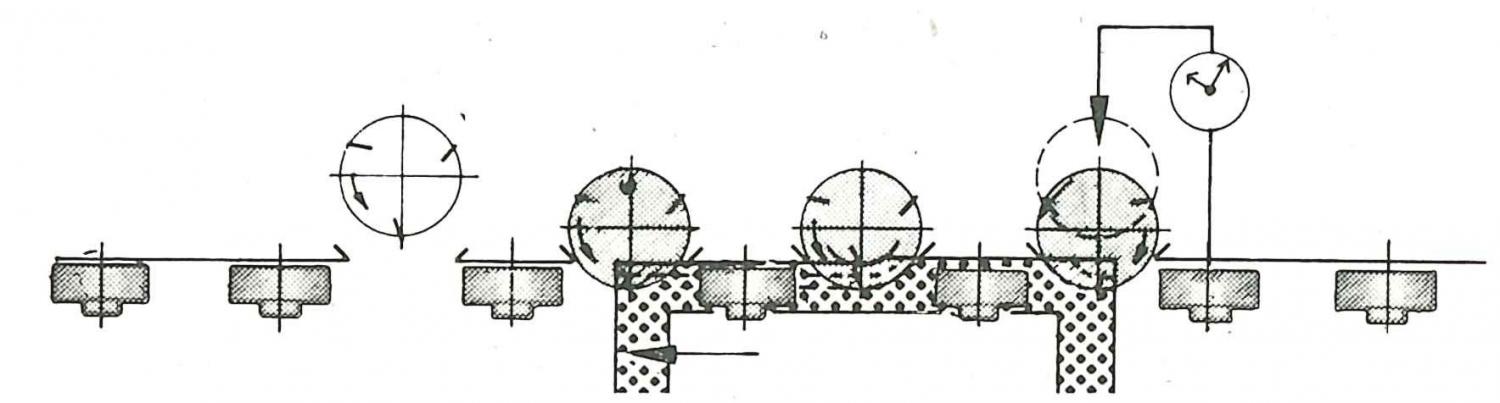
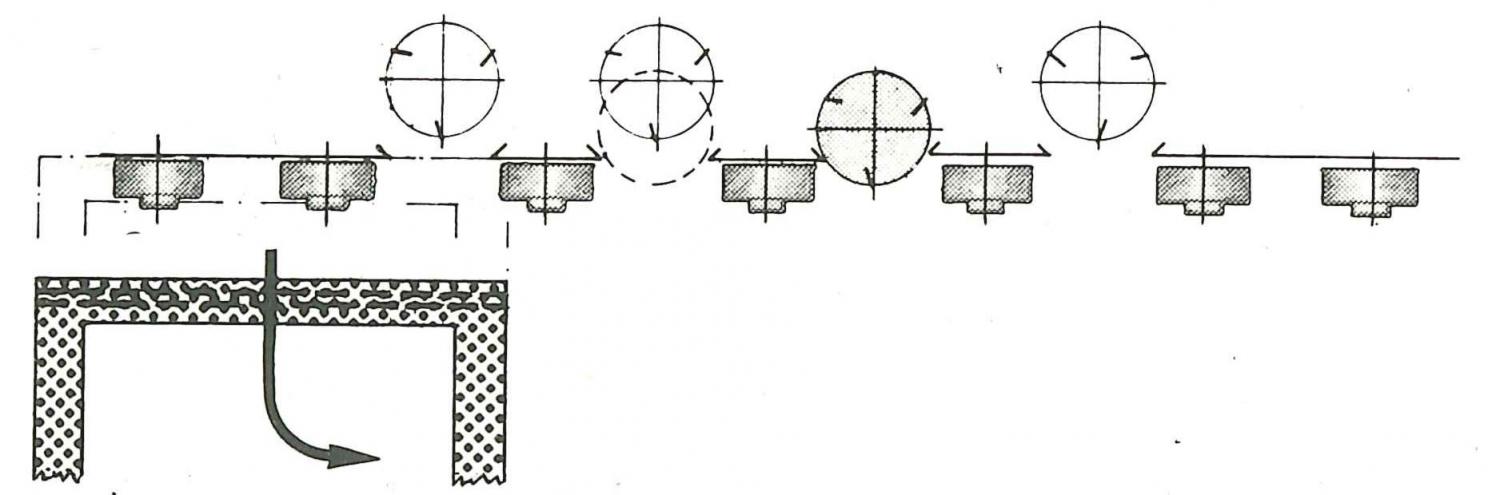
Spindle for down milling Tool spindle serving against splinters in the lengthwise processing of workpieces, which is located before the working spindle. To ensure protection against splinters, it has to work in down-cut with the same tool profile as the working spindle. Each time, about the last 50-100 mm this spindle dives into the workpiece with the appropriate tool to prevent tearing at the edges. Working procedure when working with the down-cut spindle, explained at the example of a Gubisch outside profiling and moulding machine. Figure 1Push frame in feed direction until the second feed roller records the frame. When lifting the feed roller, a limit switch is pressed, which lowers the lifted feed rollers 1 and 5-7. At the same time, the chosen spindles (here the second spindle as profiling spindle) come forward. Figure 2The frame is milled, e.g. spindle 2 mills the double rabbet in up- cut, spindle 3 mills the fitting groove, spindle 4 holds the tool for the water nose, which is not necessary for this milling process. Figure 3After the second feed roller is lowered at the rear edge, an adjustable time runs, after which the first spindle is used in down-cut. Figure 4After lowering of the third feed roller, the first spindle goes back into its initial position. The feed rollers rise and the frame can be removed. Applications
|
Images