A term for different ways, to control the units of an edgebander centrally from the control panel.
Possibilities of control
- The processing units which should be used can be preselected at the control panel or saved in the appropriate program. By starting the production process only these pre-selected units will set-in pneumatically. This function will be necessary on machines, whose processing units aren't supposed to be deployed all at once.
- Example: An edgebander is equipped with two flush/radius/chamfer milling units and corner rounding units. The first of these units is fitted with straight tools for flush milling, the second with tools for chamfering solid wood lippings. The tools on the corner rounding unit are suitable for profiling and rounding PVC edges.
- For gluing and post-processing of PVC edgeband the operator selects the trimming saw, the first milling unit and the corner rounding unit. When starting the working cycle, these three aggregates are set-in by means of pneumatic cylinders. The second milling unit has no contact with the workpiece.
- For gluing and post-processing of solid wood lippings the operator selects the trimming saw, the first milling unit and the second milling unit. According to this selection only the selected aggregates will be set in for workpiece processing.
- The following units can be timed pneumatically:
- Premilling unit
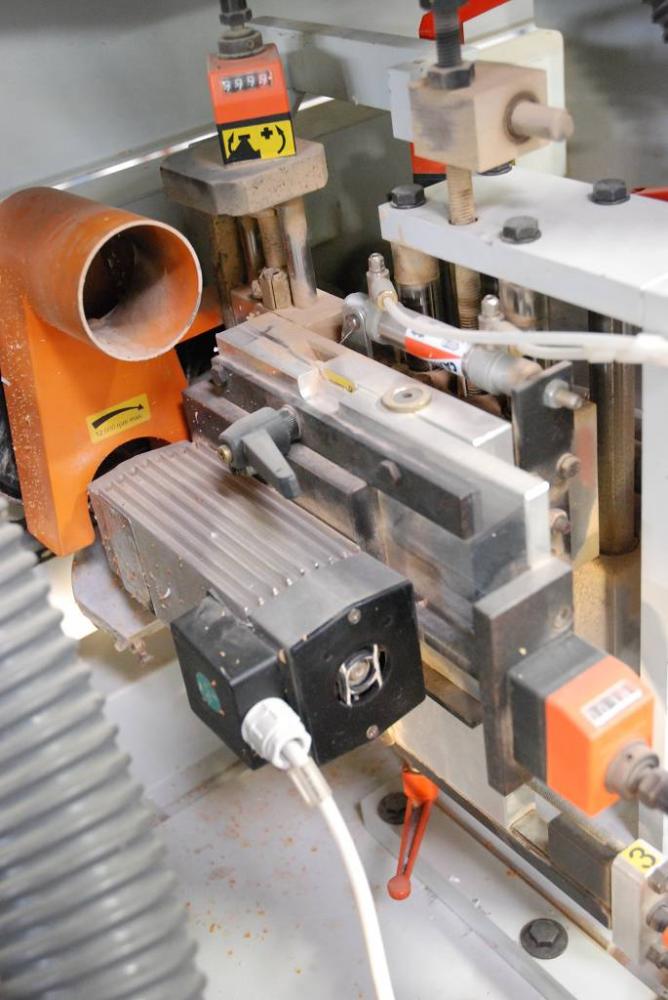
- Flush/radius/chamfer milling units
- Corner rounding unit
- Profile scraper, Flat scraper
- Universal milling aggregate
- Sanding belt unit
Adjustment of the trim saw unit from straight cut to chamfer cut
Usually, the first two trim cuts on lippings are done with straight saw blades. For the third and fourth lipping, however, the trim saw needs to be tilted about approx. 15 degrees. If this pivoting movement is realised by means of pneumatic cylinders, the trimsaw is counted to the timed units.
Setting the processing units to the lipping/edgeband thickness
If on a machine with several milling units many different workpieces in small batches are produced, the set-up of the machine will be very time-consuming. The automatic adjustment of the aggregates would therefore save quite a lot of time and costs. In practice, this automation can be found in two stages:
- The pneumatic on-off timing moves the aggregate against a stop, which is manually adjusted to the edge thickness used. To make it easier to adjust the machine to different edgeband thicknesses, a stop with multiple positions is used. The most common types of stops are revolvers with 2, 4 or 6 positions. The edge thickness can be set up by adjustment screws. Before starting the working cycle, the operator chooses the same stop position on all adjustable aggregates. During the machining the pneumatic cylinder moves the aggregate exactly to the pre-set position adjusted at the stop.
- Example: QUICKTRONIC (Brandt)
- The pneumatic cylinder moves the aggregate against a stop, which is adjusted by means of a servo motor/ NC-axis to the desired edge thickness. This method allows maximum flexibility, since all edge thicknesses can be adjusted without effort. This type of timing is indicated by the actuators at the aggregates and an upgraded control unit (multiple display, screen control). In some cases, the servo motors completely replace the pneumatic cylinders.
Adjustment of the milling and scraper units to different edge profiles
Additional NC axes allow the use of multi-profile cutters. The actuators steplessly change the position of the motor within the aggregate so each desired profile on the cutterhead can be used. Such systems are offered by all major manufacturers, see also multi-stage technology .