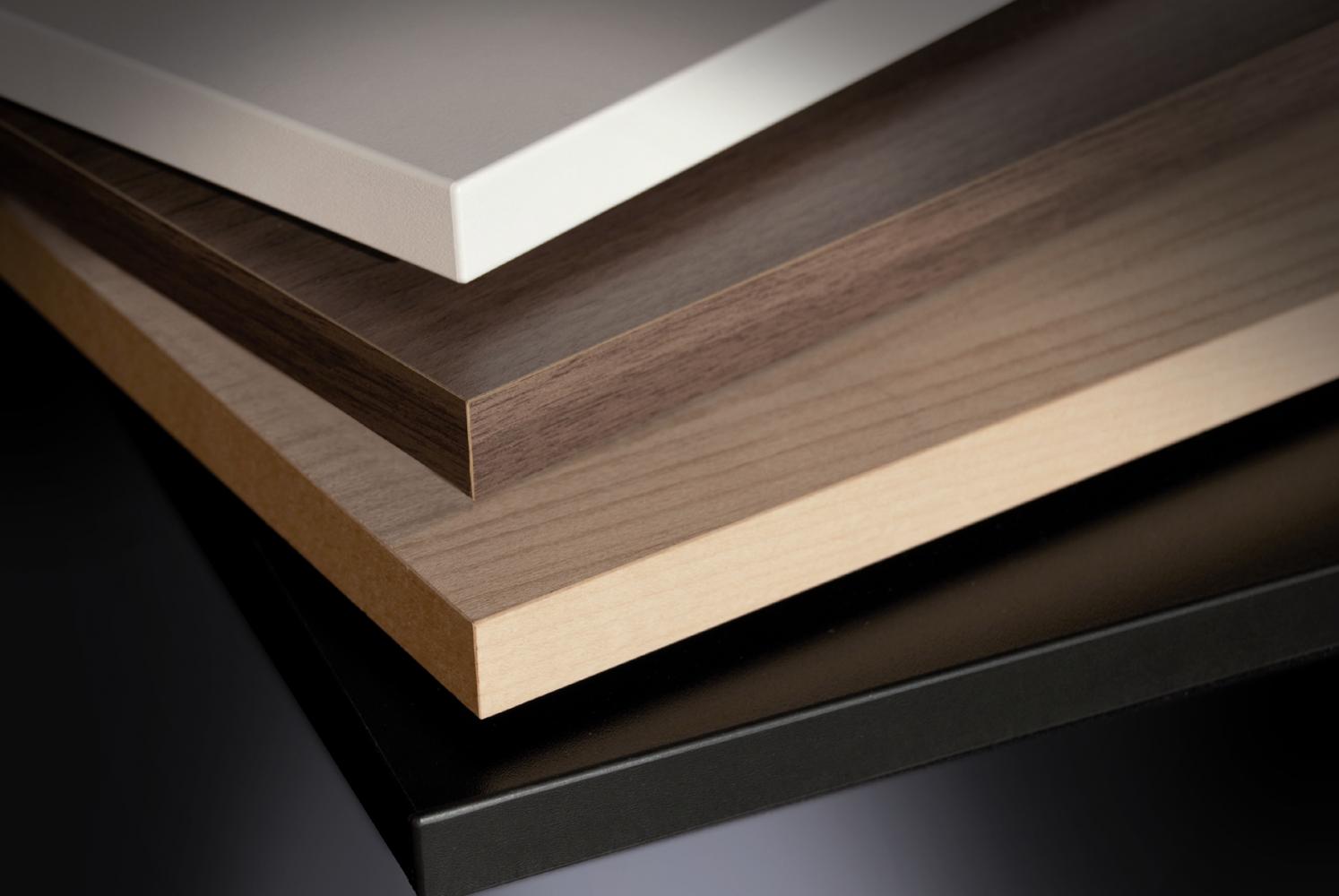
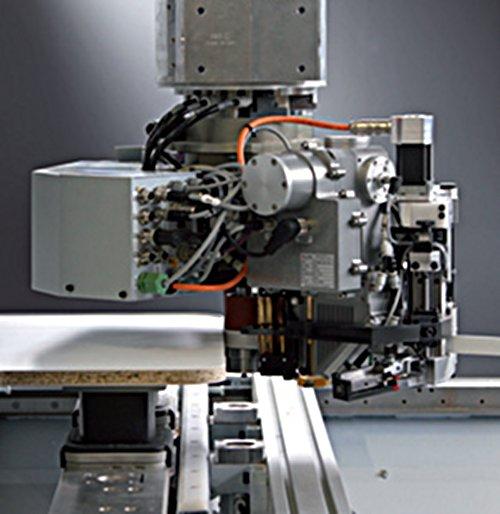
Edgebanding with laser technology Technology of connecting edge material and the workpiece by Laser radiation At the edge banding with laser technology, a predetermined layer of the Edging material becomes melted by laser radiation. During pressing the Edges onto the panel in the Pressure Zone the melted material infiltrates into the edges of the workpiece and forms after cool down a jointless transition between edging and panel. Accordingly, there is no there is no visible joint between the surface finish of the panel and the edgel. Technical MethodUntil now for laser edge banding have been proven the CO2 laser procedures and the diode Laser. Both Technical methods are based on a edge material of the actual Edgeband and a laser activated layer. This layer of a few tenths of a millimeter thickness makes by melting, infiltration, and cooling the 'anchor' of the edge material in the Workpiece. Diode laserWith an energy efficiency of 40%, a laser beam is generated and transmitted by a Fiiber optics to the point where at conventional Edgebanders the adhesives are given to the material. By the Oscillation Laser beam or by a special optical system is ensured that the Melting process takes place over the entire wall. To ensure a sufficient Radiation for the melting process, the functional layer is enriched with Absorbing pigments. Because of the high radiation intensity the laser system in an opaque complete housing accommodated. CO2 LaserThis kind of Laser requires only a housing of polycarbonat because of the lower laser radiation intensity. This makes the connection process observable for the operator. The laser light is produced with an energy efficiency of 10% only and is not able to be transmitted by a fiber optics to the applicaton point. So some extra space in front of the Pressure Zone is required for the laser unit. This may be hinder, for example, if an existing Edgebander with a conventional Glue System should be added with the laser technology. Advantageous is, that the layer has not to be enriched with absorption pigments. So edge material and color are thus arbitrary. The Investment costs for CO2 laser systems are compared to the diode laser higher. Benefits
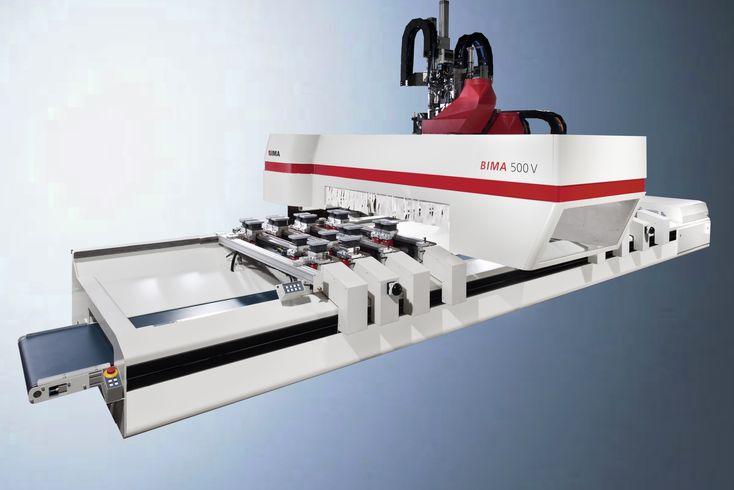
Use on CNC machining centersAggregates for edgebanding with laser technology are also used on CNC machining centers instead of edgebanding aggregates. When the procedure was introduced in 2009, the company IMA already planned to use it on CNC machining centers. The new development Bima 500, which was introduced in the same year, could already be equipped with the laser edging system. In 2011, Homag announced that all models of the BAZ series were available with laserTec aggregates. Provider2009First providers:
2011also occurred provider:
|
Images and Videos