In membrane presses, coating materials such as veneer, thermoplastic films or transfer finish foils are pressed to pre-glued, profiled surfaces or shaped parts.
Technical principle
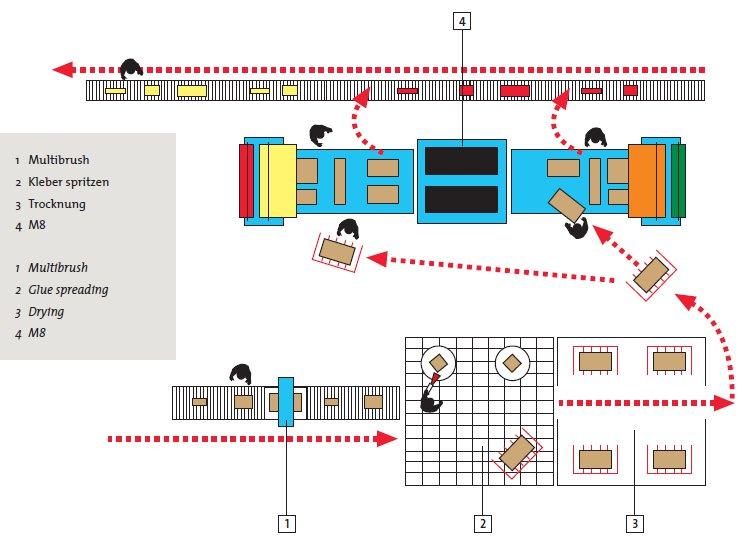
Before processing in the press, the workpieces have to be prepared. This includes the application of an adhesive layer - e.g. by a spraying device or by rollers - with prior cleaning of the adhesive surface (e.g. with brushing machines). The adhesive is then dried and later in the press activated by heating. If self-adhesive films are used, the application of glue to the workpiece is deleted.
The prepared workpiece is further processed as follows:
- Placing of the pieces on the machine table
- The workpiece edge should be completely enclosed, so supports are necessary, which are slightly smaller than the pieces themselves. Supports are not needed when using a pin-System.
- When an optimization software is available, table top and film can be used as best as possible.
- Covering the table with the film and separation from the role or covering the workpieces with veneer.
- The film is removed from the film magazine - either manually or with a film unrolling device - and after covering the table it is usually cut off by a foil cutting device.
- Moving of the table into the press (manually or automatically)
- Pressing process according to the chosen principle (see: operating principles of membrane presses)
- Coating material and workpiece are heated, thus the glue is activated, the thermoplastic film becomes deformable.
- During the pressing, the coating material adapts to the surface of the workpiece.
- Adhesive or film harden when cooled, wood material and coating are now connected to each other.
- The table moves out of the machine after the pressing process, the workpieces are turned over.
- Possible feeding systems, see: machine table
- Removing of protruding pieces of film.
- manually or automatically using a cutting station
See also: