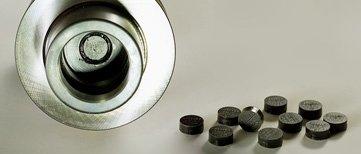
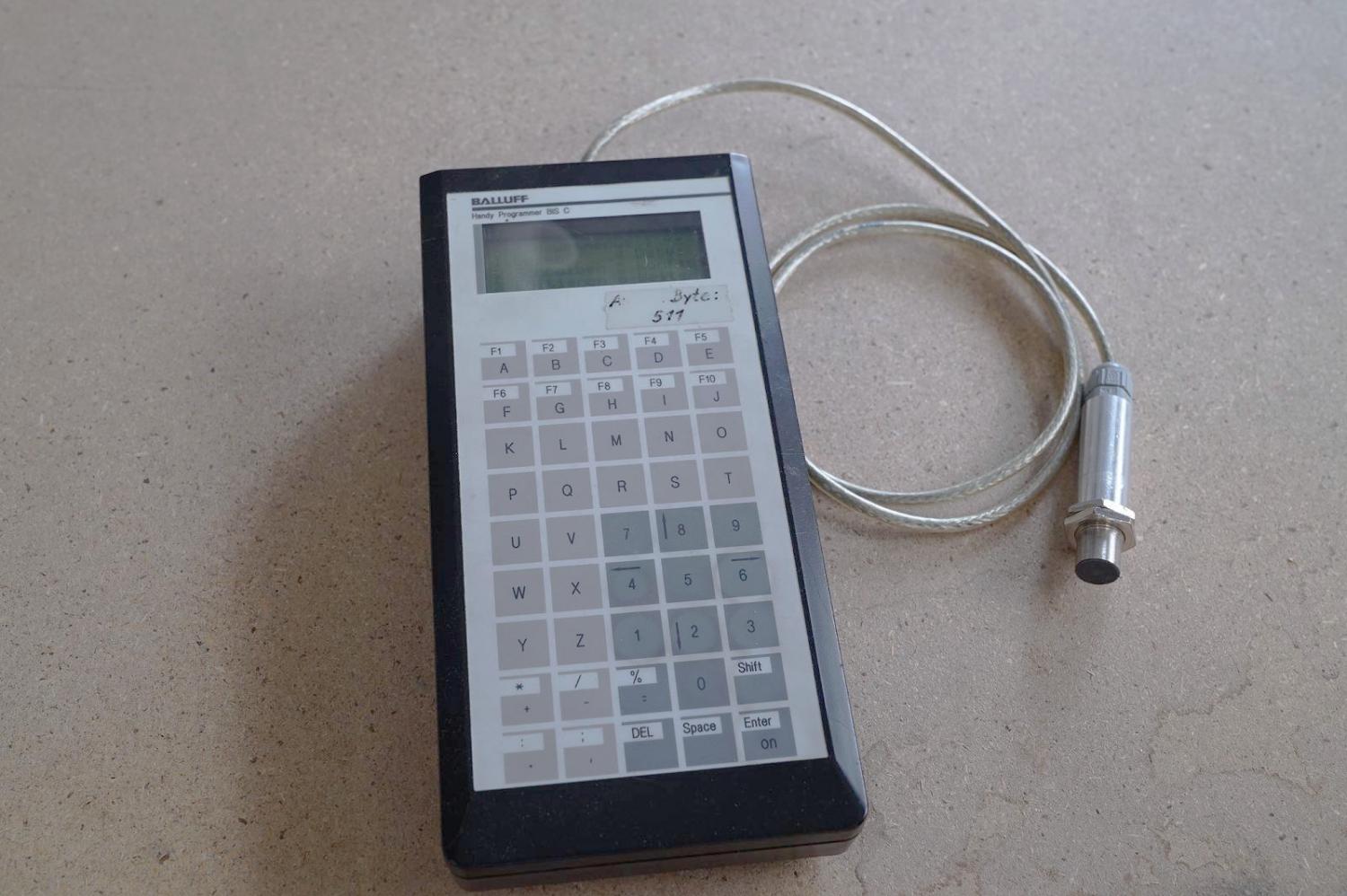
RFID-based tool management This a management system, which is based on a non-contact, automatic recognition of tools with RFID and their automatic management using appropriate software. In the metalworking industry, such systems were first used for special applications in the 1960s. In woodworking, because of cost reasons, there had been nothing comparable until the 1990s. In 1993, the company Leitz introduced the TIM (Tool Information Management) system, a coding of tools with microchips for woodworking machines, for the first time. This system has initially been used on CNC machining centers only, but since 2003, also on moulders (Weinig Powerlock). Mode of operationSuch a tool management system requires appropriate software in addition to the interfaces with the chips. Each tool interface has its own coding on the RFID chip. This is assigned the corresponding, pre-measured tool data by the software. A reader is located in the tool changer of the machine. It reads the tool data at each start of the machine. Thus, the tools stored in the program can be automatically picked by the machine without the operator having to specify an exchange position. With enhanced functionality of the software, it is possible to automatically determine the tool-specific service lives and to arrange for the in-time sharpening or exchange of tools. By integrating the system into the company's resource planning system (PPS, ERP), a precise and unambiguously assignable cost calculation can be performed. Thus, for example the machine rates for the respective CNC machining center can be precisely calculated. Advantages
Disadvantages
|
Images