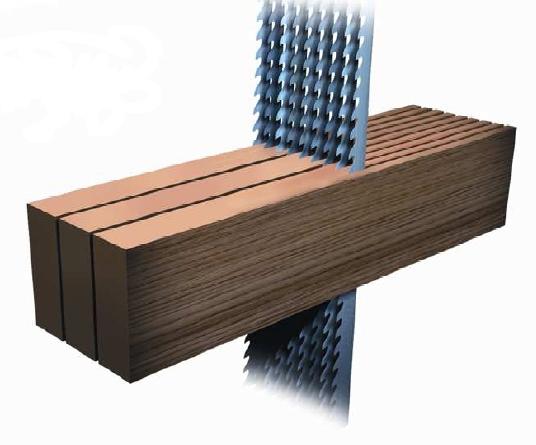
Thin-cutting saw Thin-cutting sawing techniqueThe thin-cutting sawing technique is used, when it comes to the production of sawn veneer with a lamella thickness of more than about 1,3 mm. These lamellas serve for the manufacturing of parquet, multi-layer wooden panels, planks, panels, music instruments, pencils, components of ski and snowboards, the construction of doors, packaging, .... Technical methodThin-cutting technique for frame sawsThe technical principle of the saw frame contains that multiple saw blades can be clamped into a single frame, which moves up and down. The workpiece moves through the sawframe and thereby is divided into lamellas.
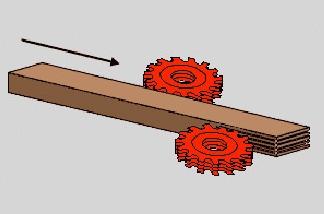
Thin-cutting technique for band sawsAnalogically to the technical principle of band saws, one lamella per saw aggregate is seperated from the workpiece-block. The horizontal configuration of the saw aggregate is a typical characteristic. Several saws, arranged one behind the other, allow more than one cut per workpiece throughfeed.
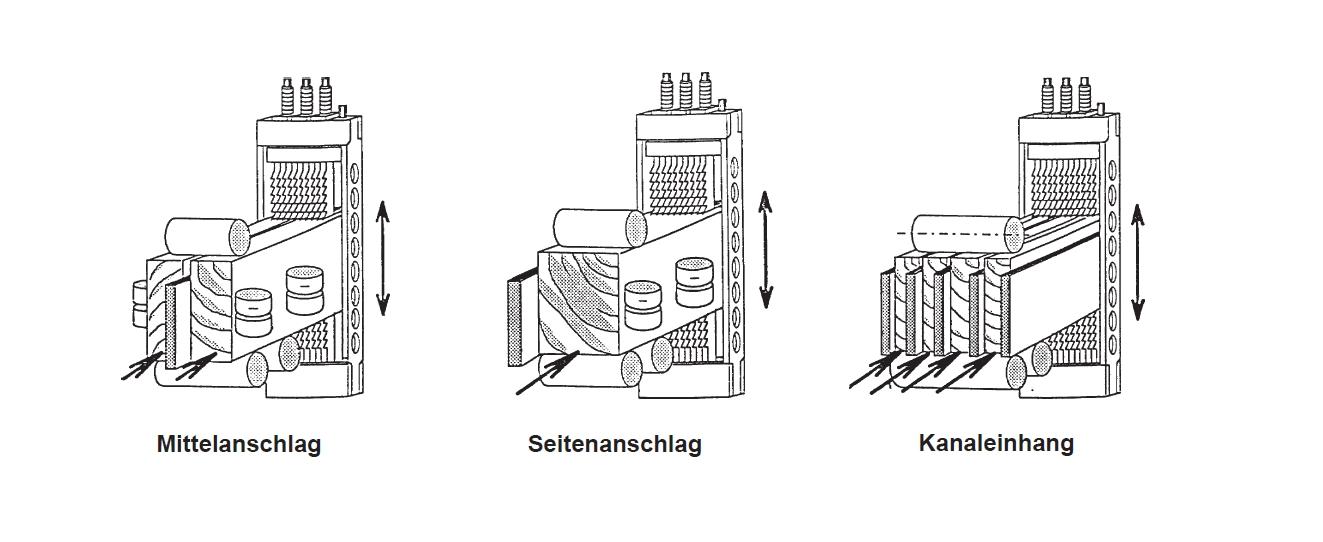
Technique of circular saws / cleaving sawsCleaving saws are offered as single machines or as additional equipment for moulders and provide high values regarding precision and feedrate. The comparatively low workpiece dimensions on the other side lead to limitations. Comparison of the methodsAccuracy:Because of the high level of pre-stressing and stiffness of the frame saw blades the thickness tolerances, the kerfs as well as the minimum thickness of the lamellas are lower than lamellas that were produced by means of the band sawing principle. Advantages among others: Material savings and less or no rework necessary (for example by calibration sanding), cleaving saws can be equipped with scoring saws, which leads to tear-free cuts. Feedrate:
Workpiece dimensions:
Wood moisture:
|
Images