UV curing The power of UV radiation and of the visible wavelength spectrum of ca. 200 up to 450 nm is used for the coating and finishing of (wood) surfaces by means of adhesives, colors or lacquers, in order to partly or completely harden the coating applied by a casting, spray, rolling or pressure process. The share of radiation under 200 nm is strongly absorbed by the air and therefore not available for the proper hardening process. Normally UV hardable adhesives, colors and lacquers are solvent-free or low-solvent, don't contain water and due to the radiation they are completely bonded and cross-linked. PolymerizationUV hardenable surface coatings (adhesives, colors and lacquers especially produced for this application) contain photoreactive substances - so-called photoinitiators. The UV radiation effects a chemical process - photopolymerization - allowing the long molecule chains to be bonded and cross-linked. The bonding works within fractions of a second allowing UV coating machines to be more compact (length, width, depth) in comparison to systems that work on the physical technical drying principle. TechnologyMultiple factors influence the curing process of surface coatings. Not only the radiation dose is crucial for the polymerization, yet also the accordance of the emission range of the applied UV radiators with the absorption characteristics of the photoinitiators in the coating material (e.g. lacquers). Type, number and configuration of the needed radiators also depend on the order processing, order quantity and part geometry. Common UV-plantsIn use are mercury vapour medium pressure lamps. They can be doped with various chemical elements (such as gallium, iron) for manipulating its emission range (see UV radiation). For example mercury lamps are used for clear coats and gallium-doped lamps for pigmented coats. One main feature of the medium pressure lamp is its emission in a relatively wide range. That means that UV radiators have their maximum of emission and additionally radiation in neighboring wave ranges.
Excimer radiator/ "cold UV-curing"Because of no IR radiation within the range of the excimer lamp these lamps emit only in the UV-range with much less thermal radiation. They can also be pulsed (no preheating phase).
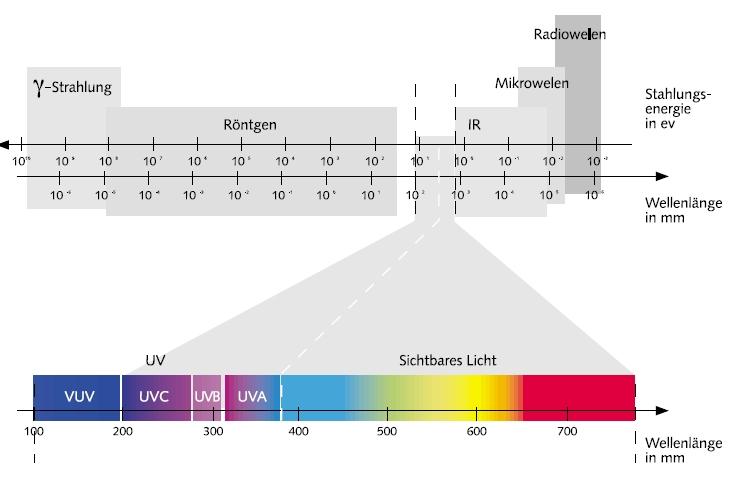
Light emitting diodes as UV-radiation sourcesIn contrast to conventional mercury lamps, UV-LED radiation sources have a relatively small emission range, being (quasimonochromatically) limited to a few nanometres regarding the maximum of emission (365, 375,385, 395,405nm). This requires, using UV-LED radiation sources, a most exact accordance between photoinitiators (in the coating material) and the radiation range of the LEDs.
|
Images