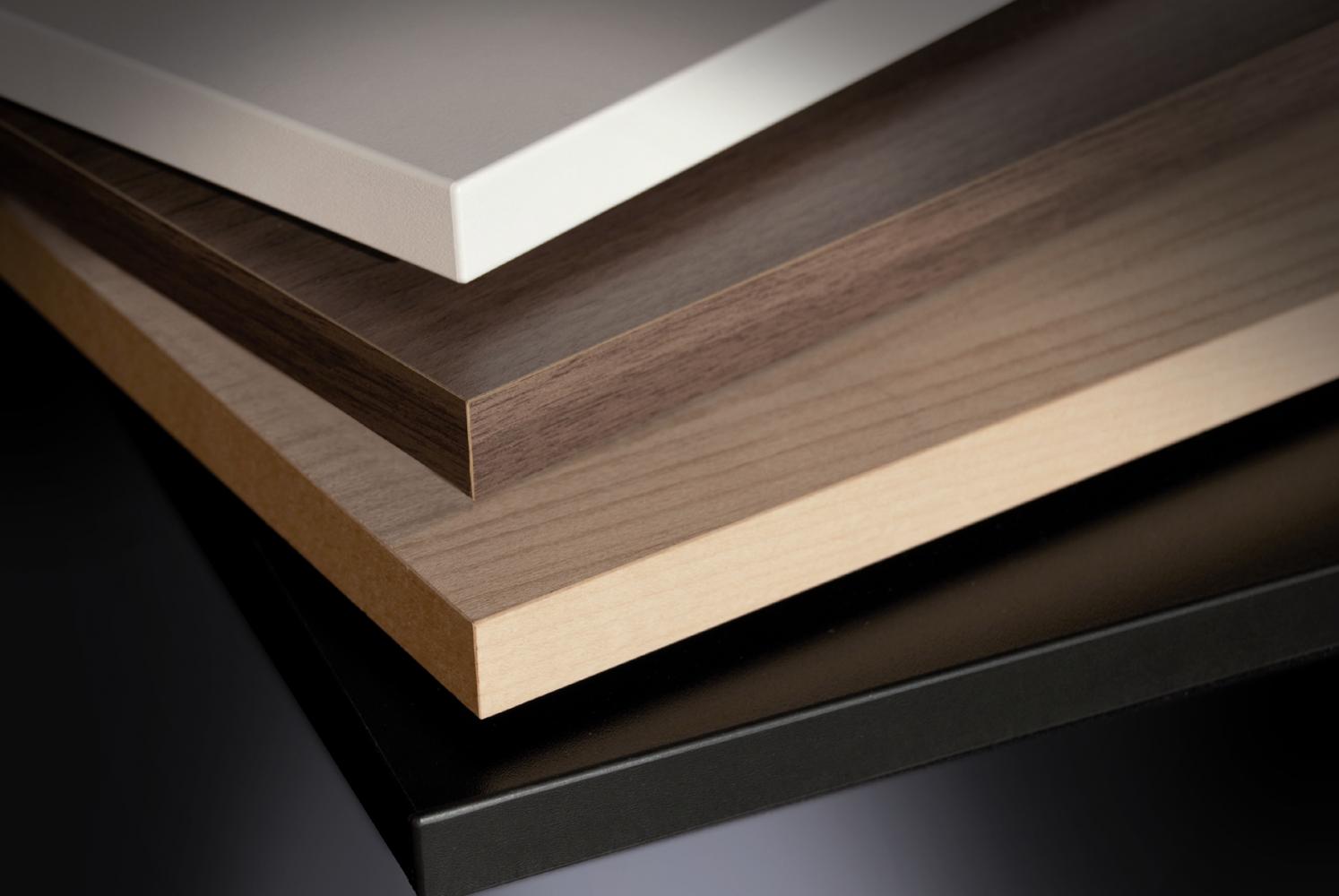
Encolado de cantos con técnica láser Tecnología de conexión de material de canto con el canto de la pieza por radiación láser. Con el encolado de cantos con técnica láser una capa predenominada del material de canto es fundida por radiación láser. Con el apretamiento del material de cantos en la zona de presión el material fundido entra en la superficie de la pieza y con el enfriamiento forma una unión cerrada entre pieza y material de canto. Por consiguiente no hay ninguna juntura entre pieza y material de canto. ProcedimientoPara el encolado de cantos se han probado su eficacia el procedimiento de láser de CO2 y el procedimiento de láser de diodos. Con ambos procedimeintos el material de cantos consiste en el encolado verdadero y una capa de funcionamiento co-extruida de un polímero. Esta capa de funcionamiento con un espesor de pocos milímetros forma el 'ancla' del material de canto en la pieza por fundición, intrusión y enfriamiento. Láser de diodoCon una eficiencia energética de 40% la luz láser es generada, que es conducida por un cable de fibra óptica al lugar, donde se efectua la aplicación de pegamento con encoladoras de cantos convencionales. Por oscilación del rayo láser resp. por una óptica especial se asegura, que el proceso de fundición se efectua por toda la altura del canto. Para que radiación suficiente es acogida para el procedimiento de fundición, la capa de función es enriquecida con pigmentos de asorción. A causa de la alta intensidad de radiación el dispositivo de láser es colocado en un panel protector completo y opaco. Láser de CO2Con este tipo de láser un panel protector con discos de policarbonato es suficiente a causa de la intensidad de radiación más escasa. Por eso el proceso de conexión es observable. La luz láser aquí es generada con una eficiencia energética de 10%. La luz láser generada no puede ser guiada por cables de fibra óptica hasta el punto de empleo, por lo cual antes de la zona de presión resulta una cierta necesidad de espacio por el objetivo sobresaliente. Eso puede ser un estorbo cuando por ejemplo una encoladora de cantos existente con un sistema de pegamento convencional y tiene que ser ampliado por la tecnología láser. Una ventaja es que la capa de función no tiene que ser enriquecido con pigmentos de asorción. El material de canto y el color están elegibles libremente. Los gastos de inversión para sistemas de láser der CO2 están más altos a comparación al láser de diodos. Ventajas
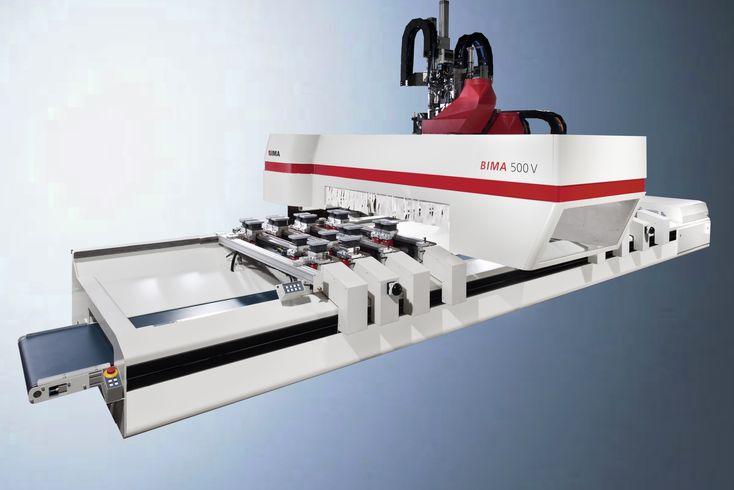
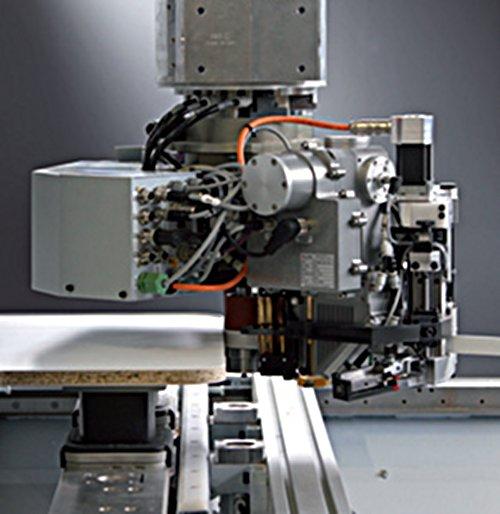
Empleo en centros de mecanizado CNCAgregados para el canteado por tecnología láser son también empleados en vez de agregados de encolado de cantos en centros de mecanizado CNC. Ya con la presentación en 2009 la empresa IMA planeó el empleo del procedimiento en centros de mecanizado CNC. El nuevo desarrollo Bima 500 presentado en el mismo año ya podía ser equipado con el sistema Laser Edging System. 2011 se efectuó el comunicado de Homag, que todos los modelos de la serie BAZ están disponibles con agregados de laserTec. Oferentes2009Primeros oferentes:
2011Oferentes adicionales:
|
Imágenes y vídeos