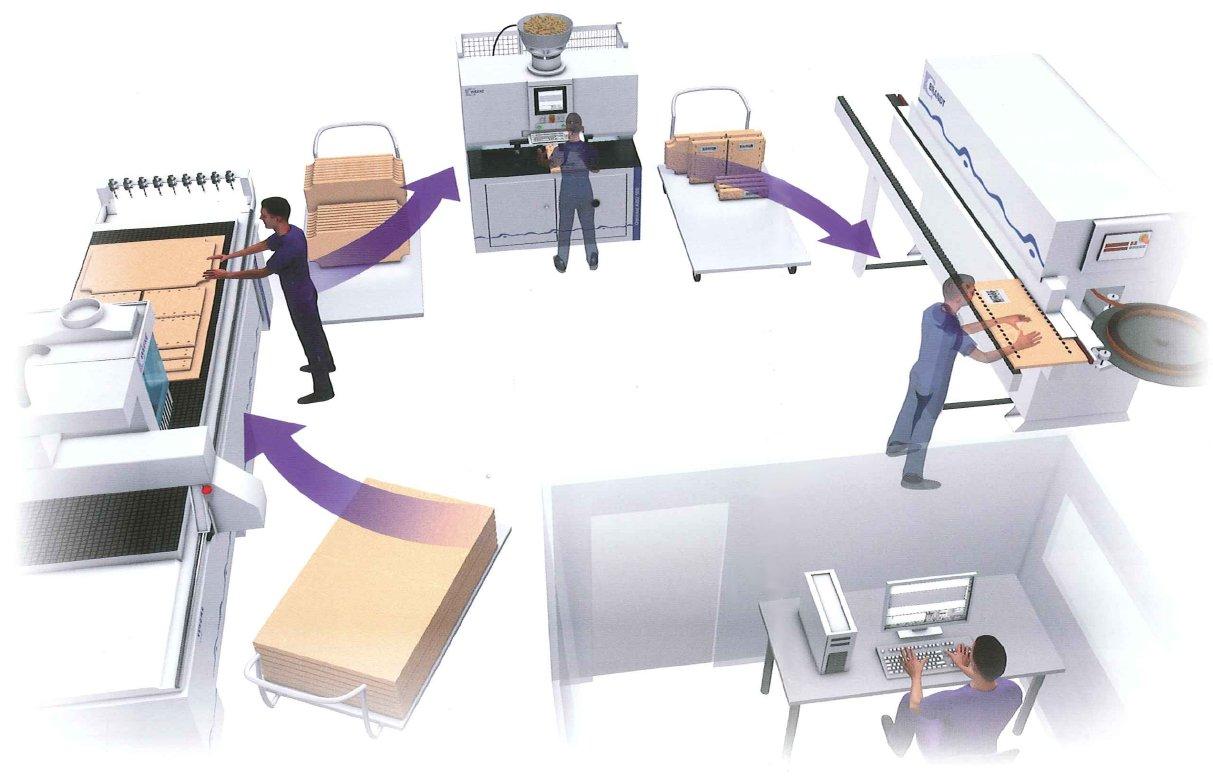
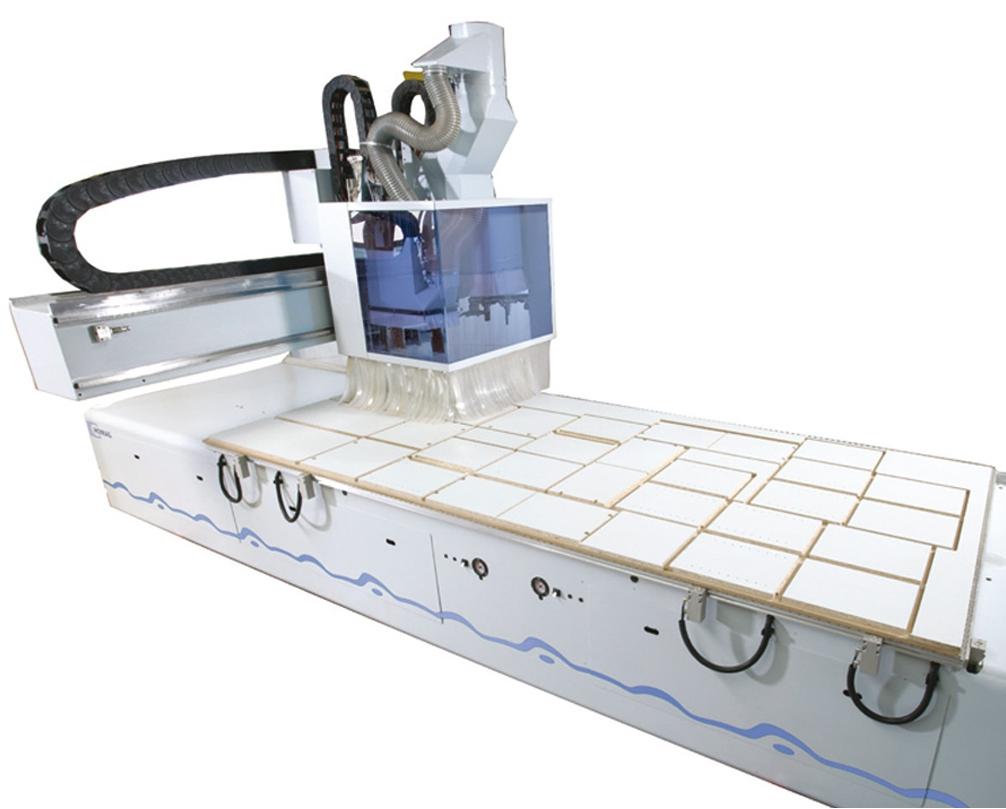
Equipamiento nesting Equipamiento especial de centros de mecanizado CNC para la tecnología nesting. Características del equipamientoUn equipamiento nesting requiere habitualmente una generación de vacío especialmente fuerte y una mesa a rejilla o una mesa especial, que es adecuada para capacidades altas de vacío. En la mayoría de los casos se necesita un software nesting especial para la eficiencia de ese procedimiento. Algunas máquinas están equipadas en continuación con periferia para la alimentación automática y descarga, que es planeada especialmente para objetivos de empleo de nesting (por ejemplo dispositivos de desplazamiento automático, dispositivos para la colocación automática del tablero de protección, dispositivos automáticos de carga). Tecnologías nesting en la construcción de mueblesLa tecnología nesting en realidad proviene de la industria de cuero, donde existía el problema de intercalar (inglés: "to nest") eficientemente los patrones de corte en materiales de inicio de formas diferentes (piel de animal). En la industria de muebles la demanda a soluciones aumentó con la aparición del trend de muebles más individuales y tamaños de lotes cada vez más pequeños hasta un tamaño de lote de 1. Una seccionadora en particular es empleable muy eficiente, cuando puede cortar en paquetes con anchos de tiras siempre iguales. Si los formatos de las piezas individuales finales están muy diferentes y con una forma irregular, una seccionadora de paneles solo es posible con muchos desperdicios y así es muy ineficaz. Con la tecnología nesting las piezas individuales a cortar son 'intercaladas' a un tablero de formato grande así que hay desperdicios escasos. Eso es posible eficientemente solo con el empleo de programas de ordenador. Un patrón así no puede ser generado con una seccionadora de paneles, sino tiene que ser fresado en una máquina estacionaria. Problemas de este procedimiento
Otras tecnologías nesting basen en la colocación directamente a la mesa de piezas de gran formatos, pero estas piezas no son fresados completamente al fin. A continuación la pieza es girada automáticamente y es fresado al fin por el otro lado. Con ello el giro y el posicionamiento de la placa tiene que ser realizado muy exacto para que el retoque de la superficie fina (canos de la pieza) no sea necesario. A causa del esfuerzo técnico muy grande esta solución no se impuso hasta ahora. Una solución adicional es es fresado de las placas hasta unas pocas décimas y después el puente estrecho es lijado en una lijadora de cinta ancha. Esta solución tampoco no se impuso hasta ahora, porque la seguridad del procedimiento no es suficiente.
Términos adicionales
|
imágenes