Almacén automático de paneles
Esta es una traducción automática.
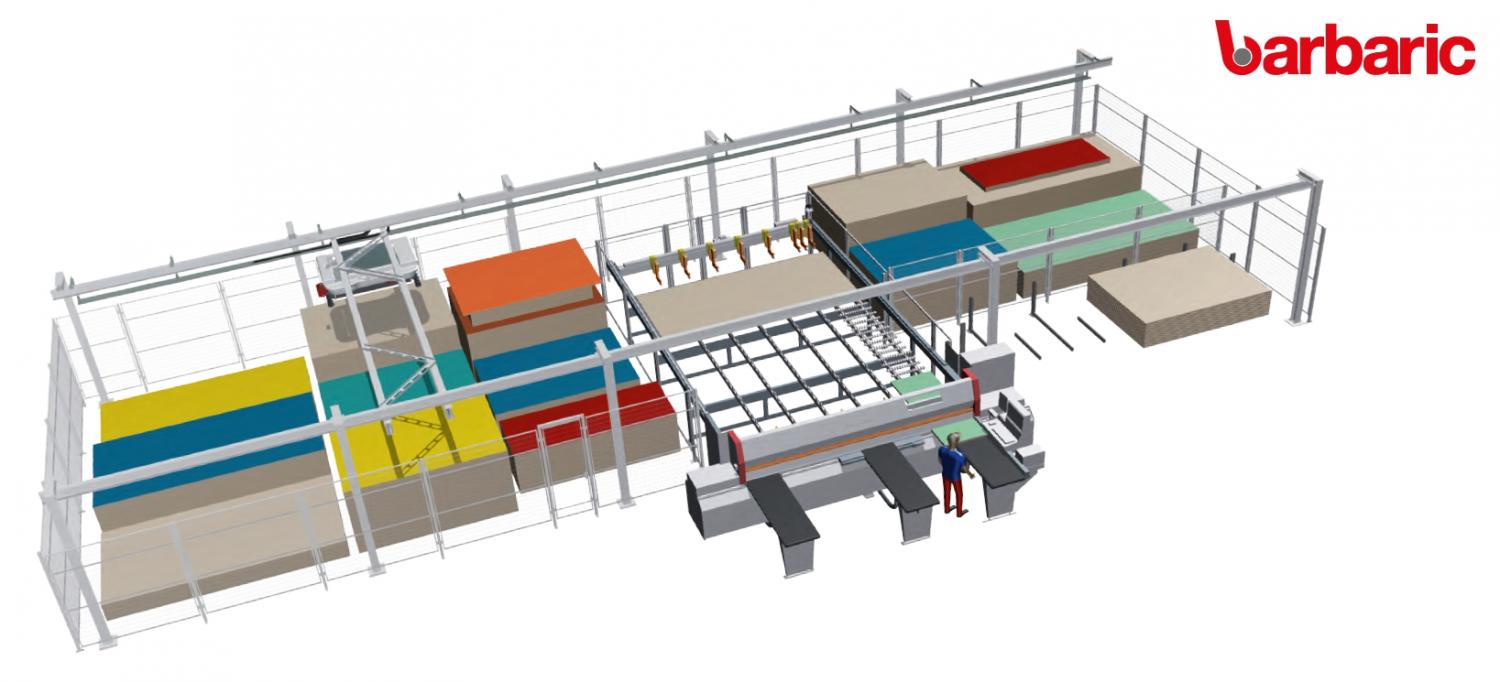
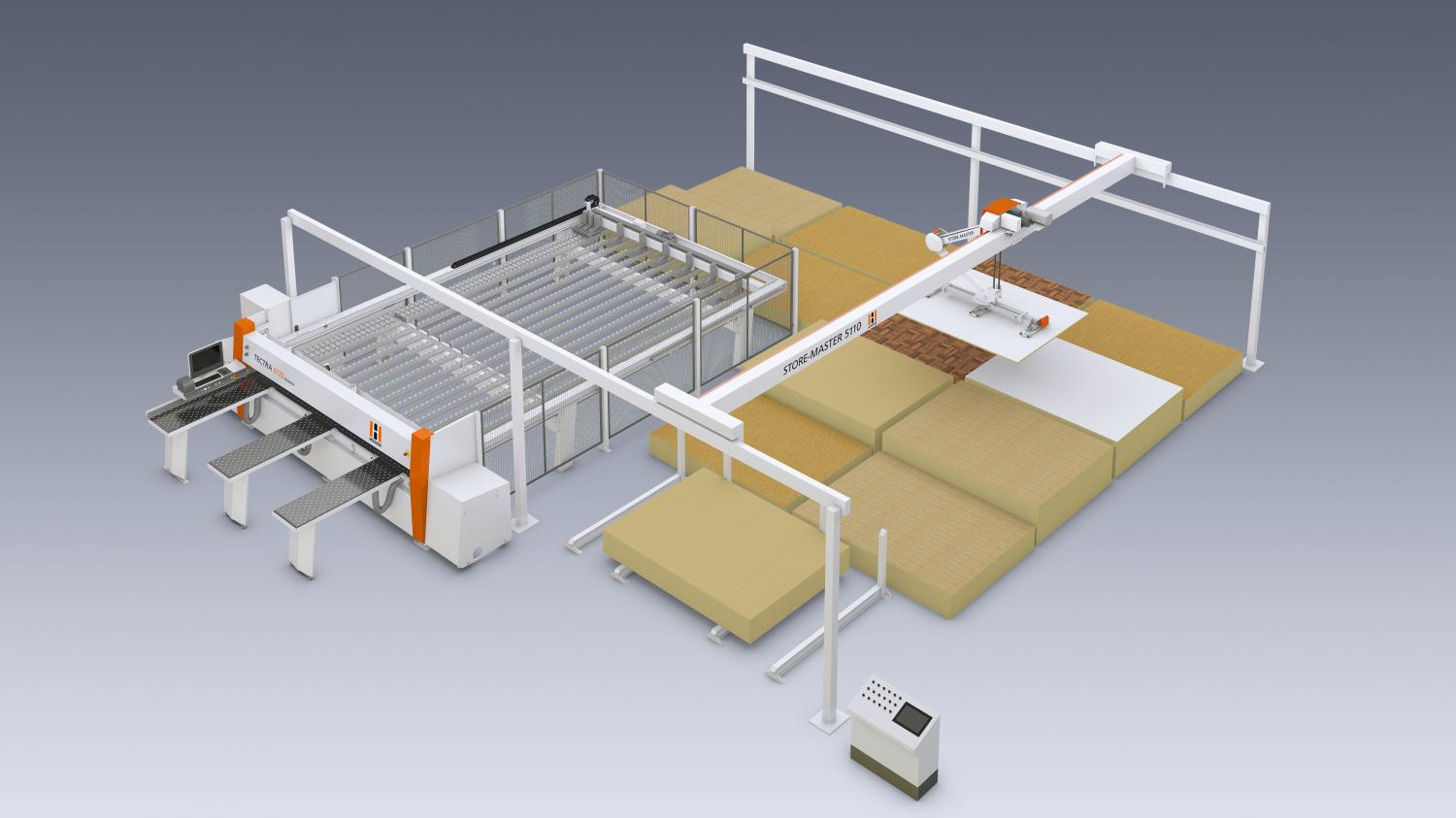
       Líneas de apilado y desapilado mando programado, principalmente en unión con seccionadoras de paneles o centros de mecanizado CNC diseñados para la producción de nesting. Áreas de aplicaciónSi el proceso de corte requiere tanto un alto rendimiento como una composición muy flexible del material, se utilizan sistemas automático de apilado y desapilado. En un sistema denominado de zona de almacenamiento, los diversos paneles (cantidad, calidad) se almacenan según las necesidades y se retiran mediante un sistema automático de almacenamiento y recuperación mando programado, se alimentan a la máquina de procesamiento, se retiran y se almacenan o depositan. Las ventajas de estos sistemas residen en la manipulación rápida y flexible de paneles individuales, la disociación del corte y el suministro de material, la posibilidad de supervisar un amplio espectro de piezas y alimentarlas con precisión a las máquinas conectado al sistema de almacenamiento de forma segura para el proceso. El consumo de material, la gestión de cantidades residuales y el sistema de pedidos pueden organizarse mediante el software respectivamente. Tipos de almacenamientoAsignación fija/ Almacenamiento fijoEl material demonovarietal (por ejemplo, paneles) se almacena o se retira en almacenes fijos predeterminados. Tipo de almacenamiento preferido para material con alta rotación de existencias. (coloquialmente Elemento de rotación frecuente) Asignación dinámica/ Almacenamiento dinámicoAlmacenamientomonovarietal, en el que, a diferencia del orden de almacenamiento fijo, las ubicaciones no se asignan a un solo material, sino a un grupo de materiales (dinámico). Cuando se coloca la primera pieza de trabajo en una ubicación vacía, ésta se reserva para este grupo de materiales. Utilizar: Útil en caso de poca capacidad de almacenamiento, p. ej., si deben almacenarse cantidades muy fluctuantes de "elemento de rotación frecuente". Asignación caótica/ Almacenamiento caóticoEn un mismo lugar se sobrepuesta, por ejemplo, distintas piezas de trabajo. Este tipo de almacenamiento requiere volver a apilar y mantener libre al menos otra ubicación "caótica" para el almacenamiento intermedio de las piezas de trabajo almacenadas caóticamente. Este tipo de almacenamiento, que ahorra espacio pero consume mucho tiempo, se utiliza para los denominados elemento de rotación infrecuente utilizados. Un software de almacenamiento inteligente puede garantizar que los traslados de existencias o la preparación de pedidos tengan lugar durante los tiempos de espera en el almacén. Para más soluciones técnicas de abastecer líneas de producción, consulte Términos técnicos: Alimentación, Mesa de preapilado, Almacén de lotes Factores que influyen en la separabilidad y la absorbencia
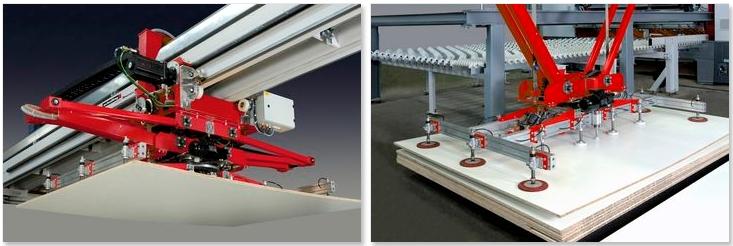
Límites y valores orientativos de absorbenciaEn esencia, la cuestión es si el vacío para elevar la placa superior puede ajustarse de tal manera que sólo pueda elevarse la placa superior de forma fiable. Difícilmente/ se puede esperar ningún problema con paneles revestidos (no absorbentes). Los tableros de aglomerado o tablero de fibras en bruto(sin recubrimiento) se consideran problemáticos. Regla básica: Cuanto más fino sea el tablero, más problemático será. Valores empíricos - dependientes del material, no vinculantes, a comprobar mediante tEST en caso necesario (a partir de 2021).:
Actualización (2023)
|
Imágenes y vídeos


Folletos y prospectos de productos (1)
 2,66 MBMaterial in BewegungHOLZMA, 2009
2,66 MBMaterial in BewegungHOLZMA, 2009