Sierra optimizadora
Esta es una traducción automática.
       Sierras circulares en el campo del corte transversal de madera maciza que disponen de un sistema de detección de la pieza de trabajo, así como de un sistema de comando de la máquina que puede comparar los datos detectados de la pieza de trabajo con las especificaciones y utilizarlos para controlar el proceso de corte según sea necesario. Todos ellas tienen en común que las piezas de trabajo de trabajo se transportan mediante máquina mediante un sistema de alimentación y que con estas máquinas se persigue un objetivo específico de optimización de la madera.
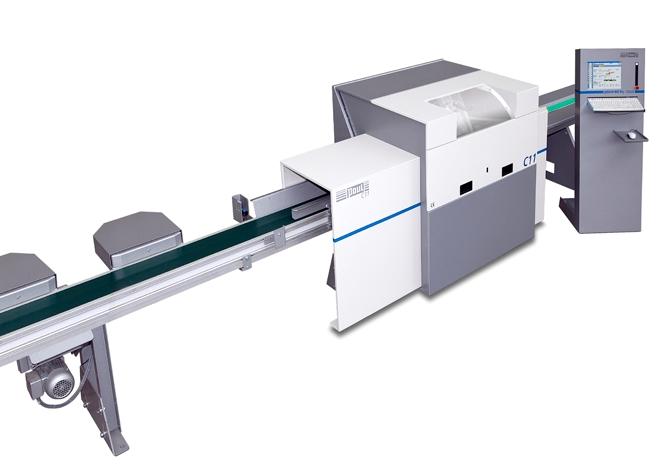
Las modernas cortadora de retestado están equipadas con sistemas de medición y escáner de alta calidad que registran y miden la pieza de trabajo sin contacto y transfieren los datos determinados a un complejo software/ comando de la máquina para su posterior procesamiento y evaluación económica. Tipos de corte con función de optimizaciónOptimización optimización parcial la lista de piezas/ Optimización parcialEl inicio y el final de una pieza de trabajo se detectan mediante un sensor. La máquina siempre corta la mayor longitud especificada. Para los recortes restantes, se busca siempre la siguiente longitud fija más grande posible. Si la pieza restante es más corta que la longitud fija más corta, esta pieza se rechaza como desecho. Esta variante de optimización no tiene en cuenta la longitud del desecho ni otras prioridades.
Optimización parcial parcial con limitación de residuosPiezas de residuo se limitan a una longitud máxima admisible. (Procesamiento posterior, por ejemplo en líneas de ensamblaje de cantos) Optimización completaCon este tipo de optimización, el comando de la máquina combina las dimensiones especificadas de la pieza de trabajo de forma que se produzca la menor cantidad posible de residuos. Optimización completa completa teniendo en cuenta las prioridadesSe trata de una mejora de la optimización optimización completa. Además de la reducción de residuos, el control combina las longitudes fijas especificadas de tal forma que se da prioridad a determinadas longitudes de pieza o se cortan cantidades mayores. Optimización de la calidadCondición previa para la optimización de la calidad es el marcado de diversos niveles de calidad en las piezas de trabajo. El comando de la máquina optimiza dentro de los niveles de calidad individuales; las piezas residuales de una calidad se asignan al nivel de calidad inmediatamente inferior. Optimización del valorEl control combina las longitudes de pieza especificadas y corta preferentemente longitud con precio más altos. Excepción: Tipos de corte sin función de optimizaciónLos dos tipos de corte siguientes requieren la adquisición sensorial de los datos de la pieza y un control de comando de la máquina. Por esta razón, se clasifican (según la definición de Höchsmann) como sierra optimizadora, aunque no se produzca optimización en el sentido real. Corte de listasLa máquina procesa listas de corte predefinidas. Un sensor entrada de pieza de trabajo la zona de entrada de pieza de trabajo la pieza detecta el principio y el final de pieza de trabajo pieza; son posibles primeros cortes cortes o corte de cabeza. Si la pieza restante es más corta que la pieza nominal según la lista de lista de piezas, se expulsa como desecho. Las aplicaciones típicas se encuentran, por ejemplo, en la industria de palets y cajas. Tapado de defectos purosLa máquina dispone de un sensor en la zona de entrada de pieza de trabajo la pieza que detecta marcas de defectos (por ejemplo marca de tiza) y las transmite al comando de la máquina máquina. No se tienen en cuenta longitudes de piezas, ancho, criterios de calidad, valores/ precio o cantidades. Clasificación/ Descarga de piezasEn función de los requisitos, son posibles diversos soluciones técnicas en el ámbito de la salida de piezas. En el siguiente artículo de WOOD TEC PEDIA encontrará una selección de ellas: Clasificación, descarga de piezas |
Imágenes y vídeos