Abreviación de 'Computerized numerical control' (inglés para 'control, que se basa en un ordenandor')
Historia
El CNC deriva del 'NC' (control numérico). Al contrario a este NC, el CNC tiene un ordenador integrado con memoria de programa, que lee los programas, capta los datos de la posición real y controla y regla las posiciónes de los ejes.
Se emplea las máquinas controladas por CNC en el sector del mecanizado de madera desde1968 (Shoda NC-111A). Pero sólo desde la implantación de la programación orientada al taller en los años ochenta, estas máquinas se fueron difundidas notablemente.
La primera máquina controlada por CNC era una frasadora superior CNC con una mesa transversal. De estas máquinas derivan los centros de mecanizado CNC, que hoy en día están corientes en el sector del mecanizado de madera.
Empleo del control CNC en
Distinción mediante los tipos de mando
- Control a punto (PTP - Point-to-Point): Aquí los ejes son movidos independientemente a respectivamente una posición real (punto inicial) a una posición nominal (punto de destino) sin influencia del mando al tipo de movimiento. Este tipo de mando se emplea habitualmente con las taladradoras CNC.
- Programador: aquí cada eje puede ser controlado en el tipo de su movimiento de avance. Una interpolación entre los ejes no es posible. Se emplea este mando con el mecanizado de madera habitualmente con encoladoras de canto (y otras máquinas de marcha continua) para adaptar exactamente los períodos de empleo de los agregados. Se emplea el programador en el sector del mecanizado de madera con ejes de posicionamiento.
- Control de contorneado: aquí los ejes existentes son interpolados en conjunto, así que pasos a voluntad están posibles.
Distinción mediante el número de los ejes
- Máquina de 2 1/2 ejes (hoy en día usada raramente): existen dos ejes interpolados (X y Y), el tercer eje (Z) tiene una recorrida neumática. Por topes diferentes, por ejemplo con un revólver de tope, se realiza profundidades de trabajo diferentes.
- Máquina de 3 ejes: Existen 3 ejes lineales controlados X,Y y Z. La herramienta puede llegar a cada punto a voluntad dentro del espacio de trabajp, pero no puede cambiar su llano de trabajo y así el ángulo de la pieza.
- Máquinas con 3 1/2 y 4 ejes: En adición a los ejes lineales hay un eje rotante adicional. Este eje puede ser realizado como eje de posicionamiento (3 1/2 ejes) o como eje interpolante (4 ejes). En la mayoría de los casos el cuarto eje es un eje C para poder realizar mecanizados horizontales en ángulos diferentes o realizar cortes de serrado en ángulos diferentes con la ayuda de un agregado adaptor.
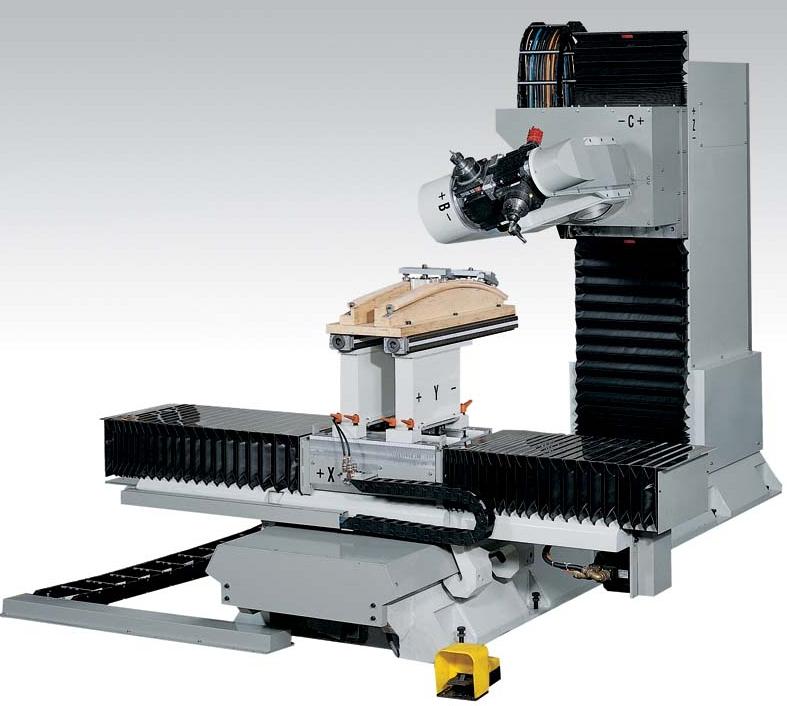
- Máqinas con 5 ejes: Para poder llegar a cada punto dentro del espacio de trabajo con un ángulo a voluntad de la herramienta a la pieza se necesita 5 ejes. En la práctica hay muchas veces limitaciones, porque la mesa de la máquina evita por ejemplo muchas veces un mecanizado desde abajo.
 und OSAI (2011)
Fuente: Höchsmann GmbH")