Máquinas de postforming continuas del fabricante Homag
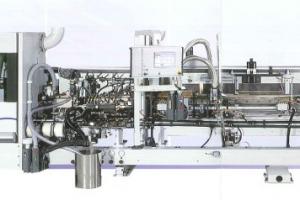
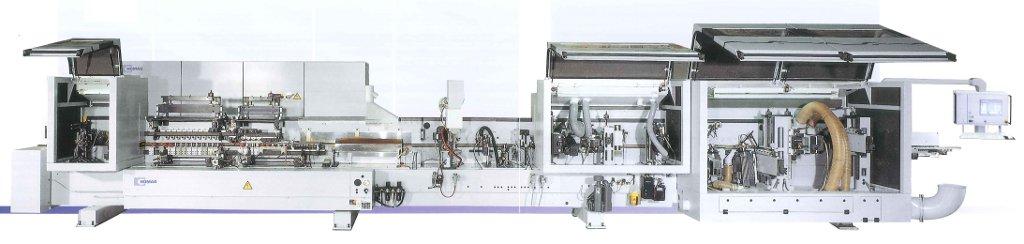
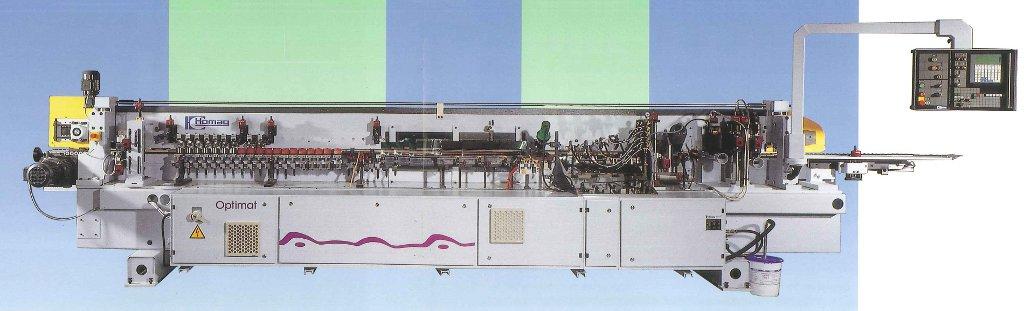
Construcción de la máquina
Método de marcha continua convencional
| Zona de pre-mecanizado | Fresado paralelo del material de recubrimiento |
| Zona de aplicación de pegamento | Aplicación de todos los tipos comunes de pegamento (pegamento EVA, poliolefinas, pegamento PU, pegamento blanco PVAC) por medio de boquillas controladas electrónicamente a lo largo de toda la altura de perfil, o bien mediante un rodillo de encolado para los perfiles sencillos. |
| Zona de calentamiento | Calentamiento del material de recubrimiento, pre-secado del pegamento por medio de lámparas de calentamiento y boquillas de aire ajustables individualmente |
| Zona de deformación | Aplicación del material de recubrimiento mediante barra de flexión y prensado mediante rodillos de presión ajustables individualmente. |
| Zona de acabado | Fresado enrasado, fresado de ranuras, pulido, inserción de burlete |
Proceso directo de postforming
En el proceso directo de postformado se utilizan tableros de madera normalmente recubiertos sin material de recubrimiento saliente. En consecuencia, la zona de preprocesamiento se amplía con agregados que exponen el material de revestimiento.
| Zona de pre-mecanizado | Exposición y fresado paralelo del material de recubrimiento |
| Zona de aplicación de pegamento | Aplicación de todos los tipos de pegamento habituales (pegamento EVA, poliolefinas, pegamento PU, pegamento blanco PVAC) mediante boquillas controladas electrónicamente en toda la altura del perfil o mediante un rodillo de pegamento para perfiles simples. |
| Zona de calentamiento | Calentamiento del material de recubrimiento, pre-secado del adhesivo mediante lámparas de calentamiento y toberas de aire ajustables individualmente |
| Zona de deformación | Aplicación del material de recubrimiento por medio de una barra de flexión y prensado por medio de rodillos de presión ajustables individualmente. |
| Zona de acabado | Fresado a ras, fresado de ranuras, pulido, inserción de tubos |
Resumen de tipos
| VFL 70 | Método de paso convencional, velocidad de avance máx. 30 m/min, espesor de la pieza máx. 60 mm, saliente del laminado máx. 105 mm (dependiendo de la unidad) |
| VFL 74 | Método de paso convencional, velocidad de avance máx. 18 m/min, espesor de la pieza máx. 45 mm, saliente del laminado máx. 80 mm |
| VFL 75 | Método de paso convencional, velocidad de avance máx. 18 m/min, espesor de la pieza máx. 45 mm, saliente del laminado máx. 110 mm |
| VFL 10 | Método de paso convencional y proceso directo de postforming, cadena de laminado, velocidad de avance máx. 30 m/min en los años de construcción anteriores 40 m/min, espesor de la pieza máx. 60 mm, saliente del laminado máx. 110 mm |
| VFL 310/5 | Método de paso convencional y proceso directo de postforming continuo, cadena deslizante, velocidad de avance máx. 18 m/min, espesor de la pieza máx. 45 mm, saliente del laminado máx. 110 mm |
| VFL 310/8...12 | Método de paso convencional y proceso directo de postforming, cadena deslizante, velocidad de avance máx. 30 m/min, espesor de la pieza máx. 60 mm, saliente del laminado máx. 110 mm |




 893,11 KBVFL 310 VFL 10HOMAG, 2005
893,11 KBVFL 310 VFL 10HOMAG, 2005