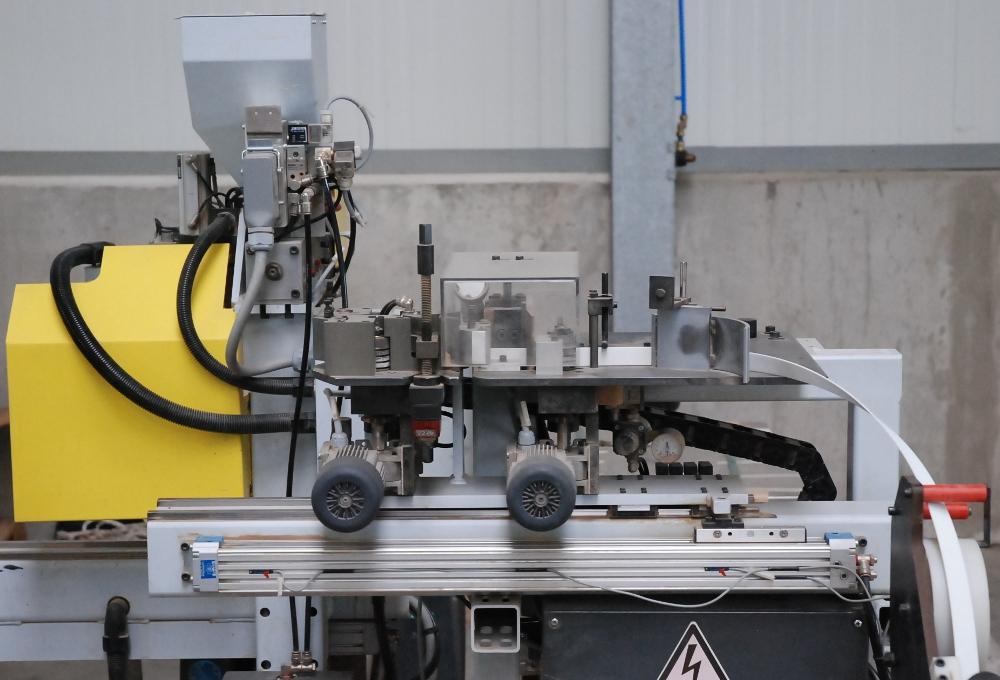
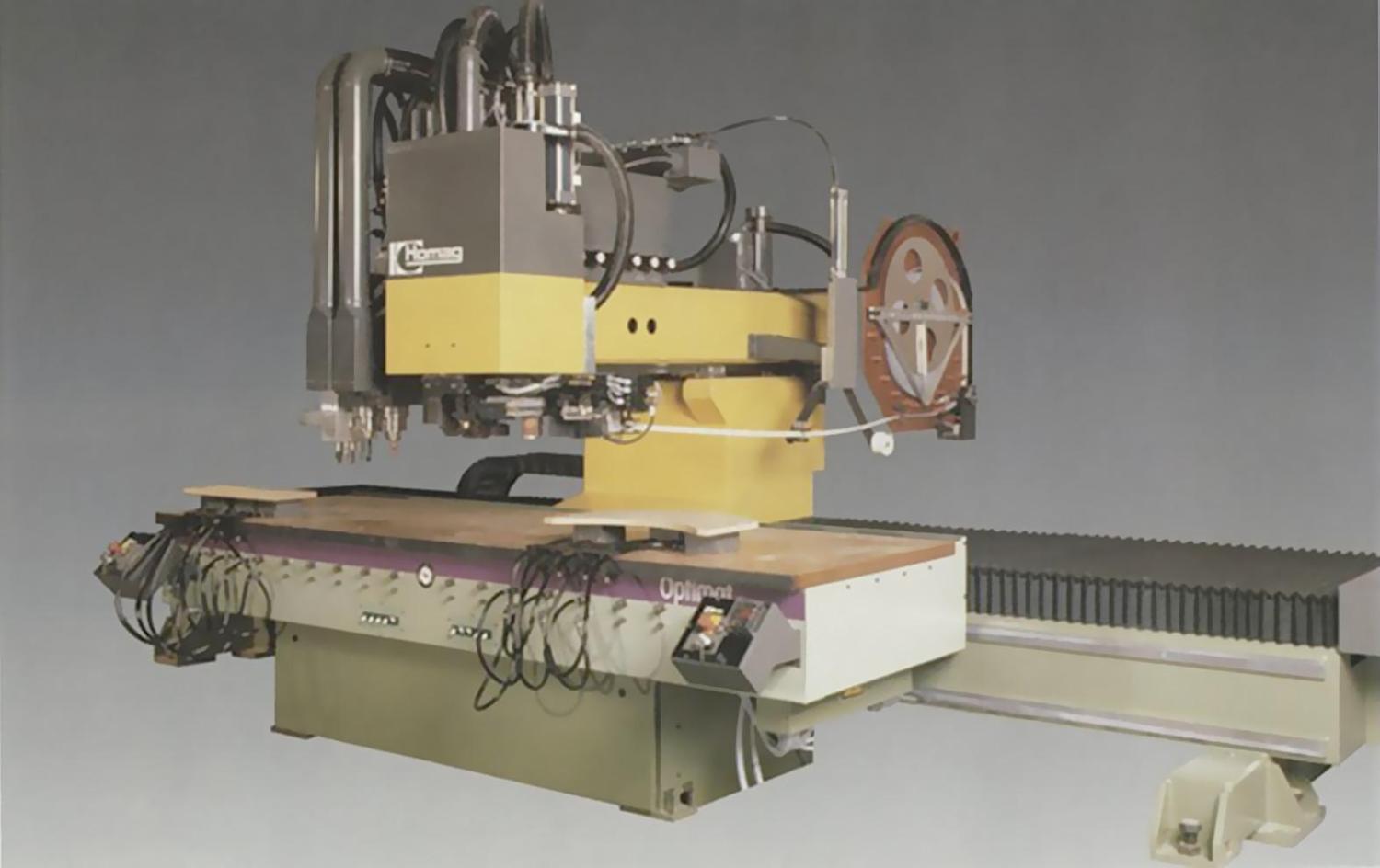
Groupe de placage de chants Désigne dans les centres d'usinage CNC un dispositif pour recouvrir les surfaces minces des pièces en formes plates. Il existe plusieurs concepts de machine et des formes de construction différentes pour atteindre celà. Ce concept est utilisé en première ligne pour le revêtement des pièces à formes libres, car dans les plaqueuse de chant conventionnelles en continu, seuls les bords rectilignes de la pièce peuvent être revêtus. Formes de construction avec pièce fixe et agrégat mobileLe type de construction le plus fréquemment rencontré correspond aux centres d´usinages CNC conventionnels. Ils disposent d´un groupe supplémentaire, lequel veille au revêtement du matériau de bord avec un adhésif et un encollage parfait. À travers la tete principale, les agrégats échangeables sont utilisés pour le traitement ultérieur des chants. De telles machines disposent souvent d´un magasin pour matériau pour rouleau et un dispositif de fermeture automatique, des variantes plus simples doivent être manuellement revêtues avec des bandes découpées. Pour des raisons qualitatives, une version sans application de colle est plutôt rarement utilisée. Le matériau de chant pré-enduit doit être utilisé ici, lequel est ensuite réactivée par une lampe à infrarouge ou un pistolet thermique. Une autre caractéristique est la capacité à produire des niveaux de bord. Pour celà une coupe rectangulaire dans la limite des tolérances et absolument exacte des materiaux chants est nécessaire. Ceci est particulièrement important pour les pièces rondes, car les bords dans ce cas ne sont pas collables sans choc. Il ya deux types de construction avec unité placage chants mobile:
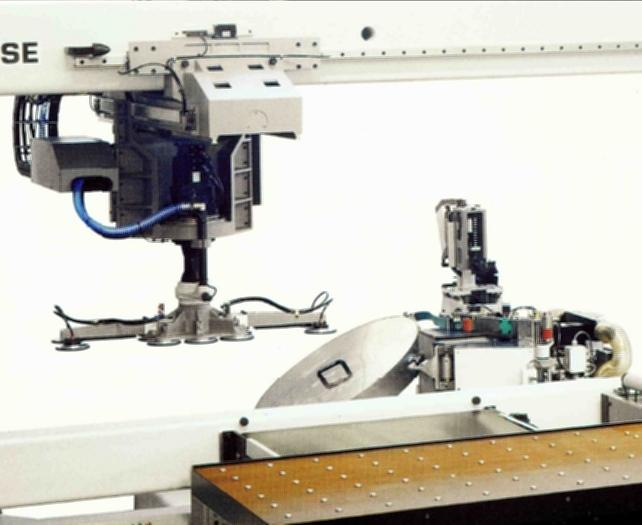
Formes de construction avec agrégats fixes et pièce mobileplus rarement, une solution est réalisée dans laquelle aucune unité placage chants dans le vrai sens du terme n´est présente. Ici se trouve dans le banc de la machine un placage chant technique installé fixement, ainsi que les agrégats nécessaires pour le traitement ultérieur des chants comme scie de découpe, fraise, grattoir. À travers un dispositif de levage à vide, la pièce est guidée vers les agrégats correspondants pour l´usinage et déplacée à travers les axes CNC. L´avantage de ce procédé réside dans le fait que les agégats solidement installés dans le banc de la machine sont en principe faibles en vibrations. Le gros inconvénient est le besoin élevé en place et la restriction relative à l´usinage des grosses pièces à usiner, car la pièce doit dans certaines conditions être complètement guidée autour des agrégats. les concepts alternatifs
| voyez aussi visité en dernier |
Images et vidéos