Dans les centres d'usinage CNC
Appareil installé définitivement ou agrégat échangeable qui est utilisé pour palper la surface de la pièce à usiner et transmettre les données recueillies au système de commande.
Ceci peut être nécessaire pour les usinages de haute précision exécutés sur la surface de la pièce à usiner. L'application la plus courante est le fraisage des éléments frontaux de meubles en MDF.
- Problématique : la machine ne peut définir comme niveau de référence uniquement la table de travail. Si la surface d'une pièce, dont les dimensions ne sont pas 100% exactes (les plaques MDF présentent, selon leur qualité, des tolérances de surface de plusieurs dixièmes de millimètres), est usinée, alors l'usinage est, certes, par rapport à la table exactement régulier, mais ne sera pas exactement parallèlement à la surface de la pièce. Cela peut entraîner des défauts visibles, qui devront être égalisés par un travail de longue haleine.
- Lorsque la surface de la pièce peut être palpée, il est alors toujours possible d'usiner de manière tout à fait parallèle à sa surface, même si celle-ci comporte certaines tolérances.
Variantes
- La variante la plus simple est un dispositif tactile combiné avec une tête de fraisage coulissante. De cette façon, de petites tolérances peuvent être compensée sans transmission de données au système de commande.
- Avantages : application simple et peu onéreuse
- Inconvénients : palpage et compensation de tolérances uniquement de manière restreinte, impossibilité de palper des pièces à usiner pour ensuite mémoriser ces données
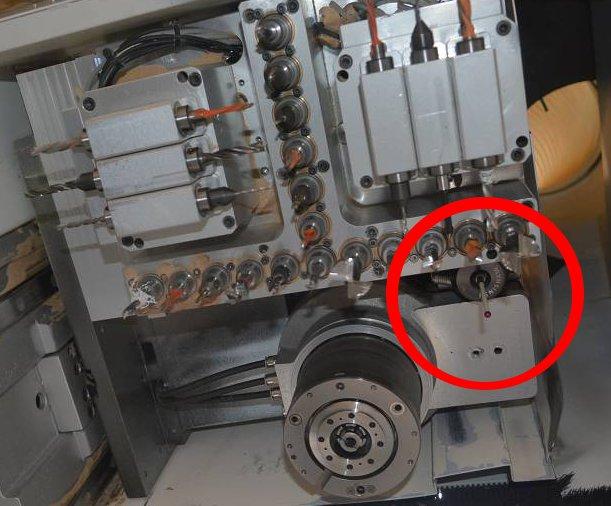
- Une autre variante fournit le palpage au moyen d'un organe tactile séparé et la transmission des données au système de commande. Un usinage précis de la surface peut alors avoir lieu grâce aux données corrigées de la pièce à usiner.
- Avantages : possibilité de compenser toutes les tolérances, possibilité d'enregistrer les données inconnues de la pièce à usiner en créant de nouveaux programmes d'usinage
- Inconvénient : temps de travail fortement accru lors d'un palpage complet
- La troisième variante est la combinaison entre un dispositif tactile et une tête de fraisage. Le dispositif de palpage transmet les données au système de commande qui corrige, en temps réel, la trajectoire de la tête de fraisage.
- Avantages : pas d'augmentation du temps d'usinage, possibilité de palper l'ensemble de la pièce et de sauvegarder les données pour un usinage ultérieur et possibilité, en théorie, de compenser toutes les tolérances
- Inconvénients : variante très onéreuse, très complexe sur le plan technique et de ce fait susceptible d'être sujet à des erreurs
Voir aussi: