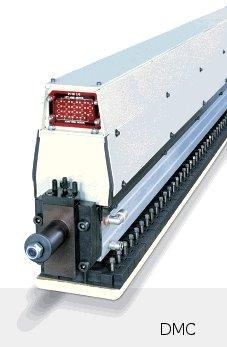
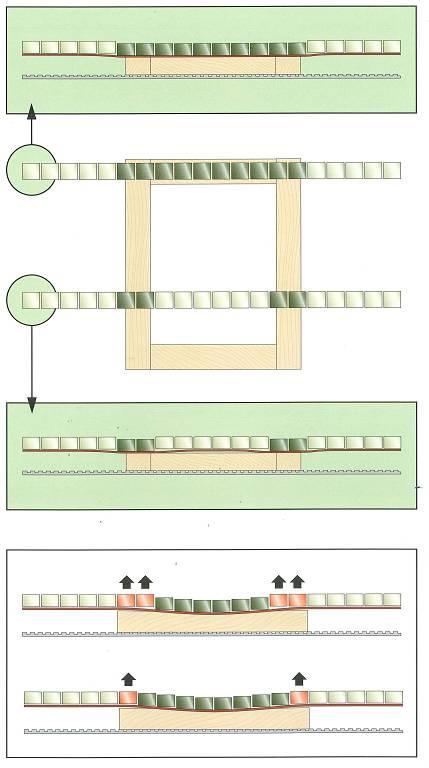
Patin de ponçage segmenté Patins de ponçage subdivisés dans des segments, où chaque segment peut être pressé avec plus ou moins de pression. Entre les segments et la bande abrasive, une bande en acier garnie du feutre et du graphite est introduite dans le patin. La pression peut être produite à travers les cylindres pneumatiques (la plupart des producteurs) ou électromagnets (p.e. Fa. Heesemann). Un résultat parfait du ponçage est avant tout à attendre, lorsque la pression paramétrée de poncage agit sur tous les points de la surface de la pièce. Pour cela le patin électronique a besoin constamment des données exactes sur la taille et la position de la pièce dans la machine. La pièce est scannée à l'entrée dans la machine. Ces informations sont reconduites à la commande dela machine et transmises aux segments du patin. Scannage de la pièceLa pièce est scannée mécaniquement par galets palpeur ou sans contact par des senseurs optiques. Avec galets palpeur, normallement deux galets travaillent pour un segment de la barre d'apui, ce qui facilite le travail avec pression programmée sur les segments des chants de pièce (avec les machines à pression variable Du genre et de la manière du scannage, du type de l'agrégat du patin jusqu'à la transmission de la pression sur la pièce, les solutions techniques des producteurs diffèrent. Les patins segmentés sont utilisés autant dans la bande de ponçage longitudinal (agrégat de patin, agrégat combiné) que dans les agrégats de ponçage transversal (bandes transversales). Désignations des patins segmentés des producteurs particuliersBütfering
DMCErnst
HeesemannPaul Ott GmbH
SCM GroupLe producteur italien SCM offre les patins segmentés en trois niveau d'automatisation:
Weber
KündigBiesse SandLes termes alternatifs
|
Images/ Photos
Brochures des produits et prospectus (1)

 395,79 KBSteuerschema SegmentschleifschuhCOSTA LEVIGATRICI
395,79 KBSteuerschema SegmentschleifschuhCOSTA LEVIGATRICI