Abréviation pour 'Computerized numerical control' (anglais pour 'Commande numérique par calculateur')
Histoire
La CNC est issue du CN (commande numérique). Contrairement à celle-ci, la CNC a un ordinateur intégré avec mémoire intégrée, qui lit les programmes, saisit les données de position réelles et dirige ou règle les positions des axes.
Les machines CNC sont utilisées dans l'industrie du bois depuis 1968 (Shoda NC-111A). Mais ce n'est que depuis l'introduction de l'atelier de programmation orientée dans les années 80 qu´elles ont trouvées une propagation importante.
La première machine CNC était une fraise principale CNC avec table de croix. Les centre d'usinage CNC communs utilisés de nos jours résultèrent plus tard de ces machines.
Utilisation de commande CNC dans
Distinction selon le type de commande
- Commande de point (PTP - point-à-point): les axes sont indépendamment déplacés ici chaque fois d'une position réelle (position de départ) vers une position souhaitée (position finale), sans que la commande n'aie une influence sur le type de mouvement. Ce type de commande est communémment utilisé dans les perceuses CNC.
- commande de ligne: Chacun des axes peut ici être commandé selon son mouvement d'avancement. Une interpolation entre les axes n'est toutefois pas possible. Cette commande est principalement utilisée dans l'usinage du bois dans les machines d'application de colle sur les chants (et d'autres machines continues), afin de convenir des heures exactes des agrégats. Dans les centres d'usinage CNC, on trouve une commande á connection dans les axes reglables.
- Contrôle de trajet: Les axes disponibles sont interpolés ici entre eux, de telle manière que des trajets quelconques soient possibles.
Distinction selon le nombre d'axes
- Les machines 2 axes et demi (presque plus utilisées de nos jours): Il ya 2 axes interpolants (X et Y) disponibles, le tropisième axe (Z) a une course de présentation pneumatique. À travers des butées différentes par exemple à l´aide de revolvers à percussion de profondeurs différentes de travail peuvent être réalisées.
- Les machines 3 axes: 3 axes linéaires commandés X,Y und Z sont disponibles. L'outil peut atteindre chaque point quelconque à l'intérieur de la zone de travail, mais ne peut pas changer ses plans de travail et l'angle de la pièce.
- Les machines 3 1/2 axes et 4 axes: En plus des axes linéaires il ya un axe rotant supplémentaire. Celui-ci peut être utilisé comme les axes réglables (3 1/2 axes) ou comme axe interpolant (4 axes). Le plus souvent on trouve comme 4eme axe un axe C afin de pouvoir exécuter les traitements horizontaux dans différents angles ou réaliser des coupes de scie avec des adaptateurs agrégats.
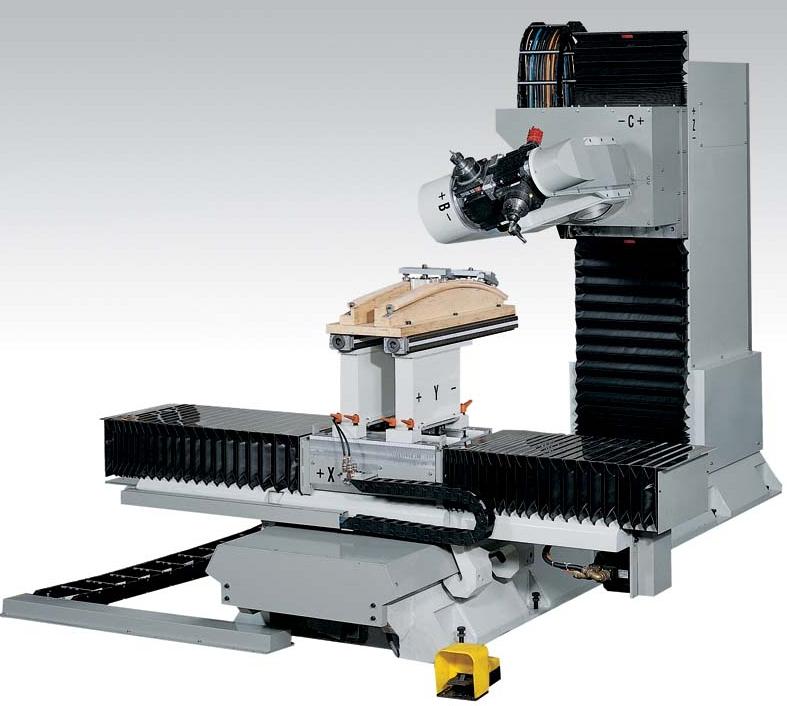
- Les machines 5 axes: Afin de pouvoir atteindre chaque point dans la zone de travail et ceci avec chaque angle facultatif de l'outil à la pièce, 5 axes sont nécessaires. En pratique il ya généralement des limites car la table par exemple empêche souvent un traitement par le bas.
 und OSAI (2011)
Source: Höchsmann GmbH")