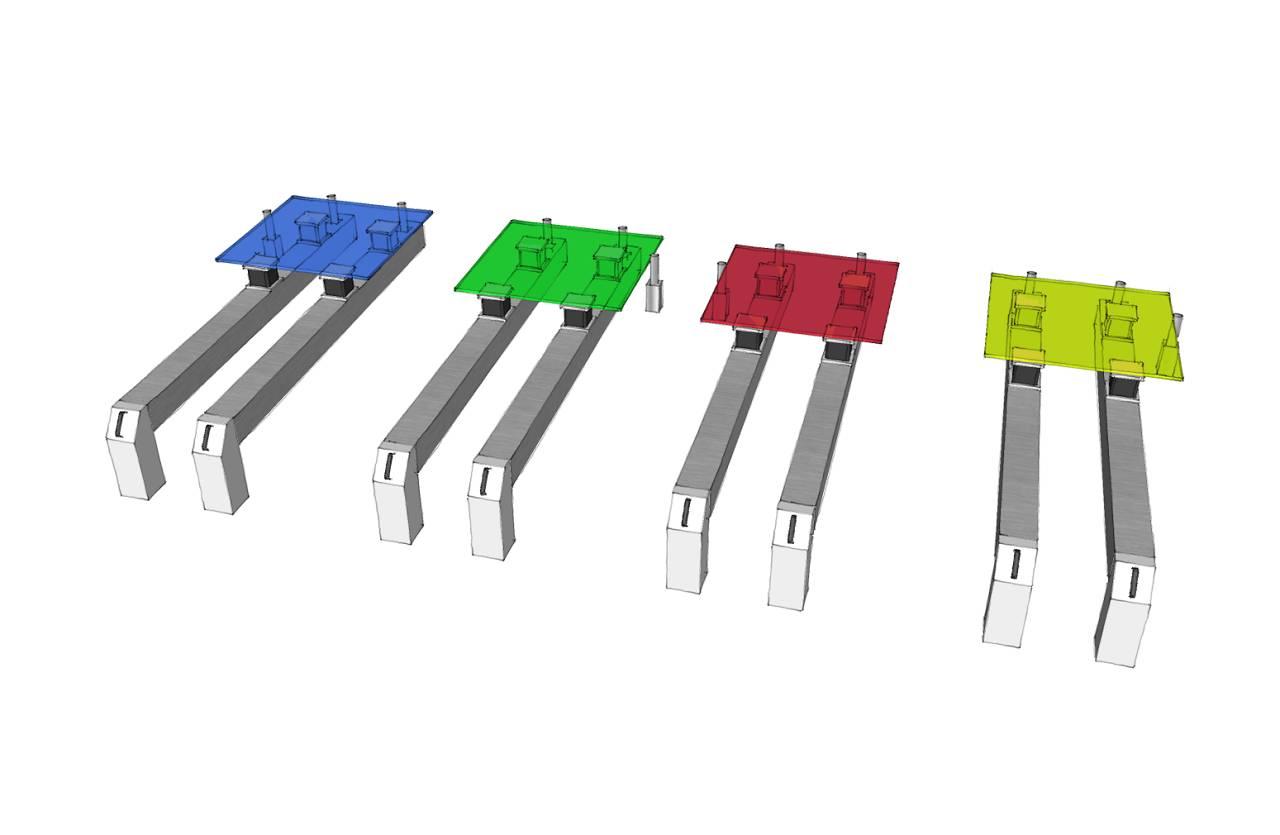
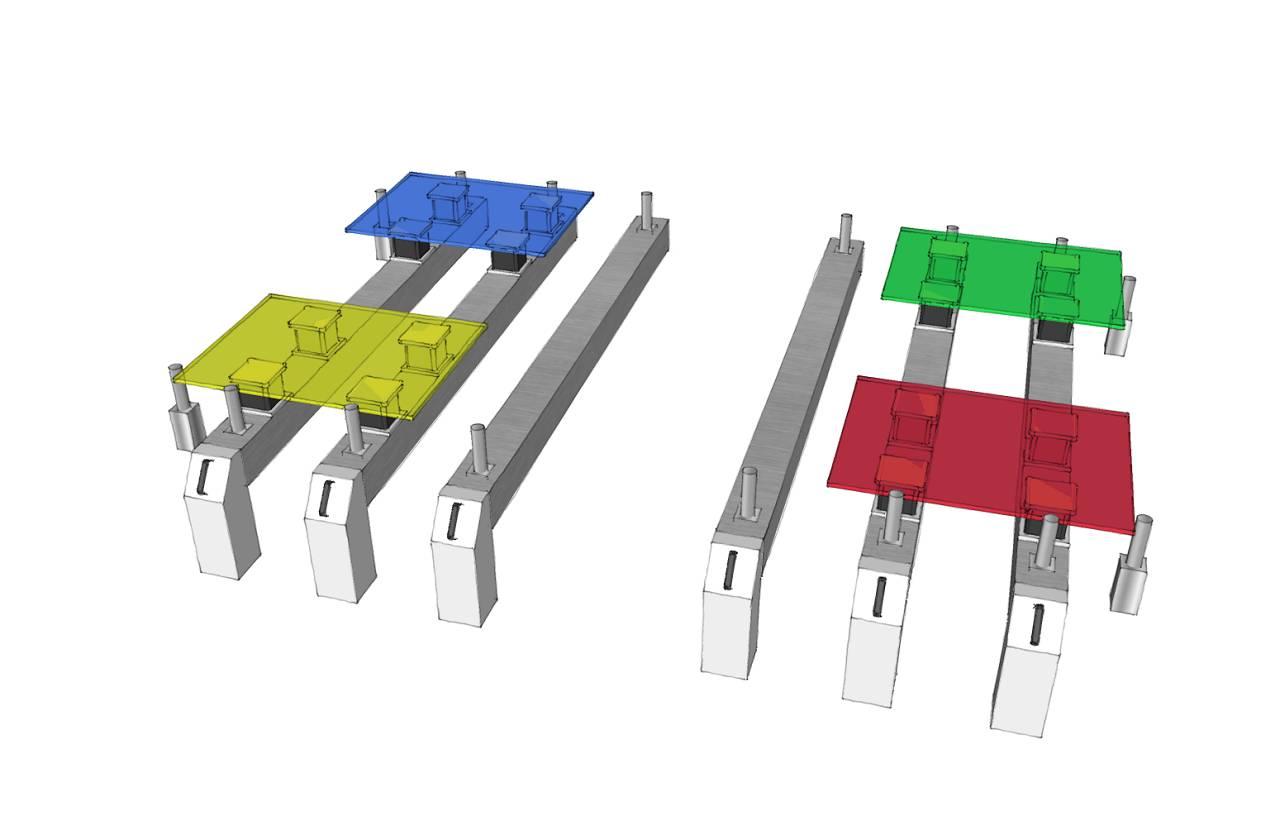
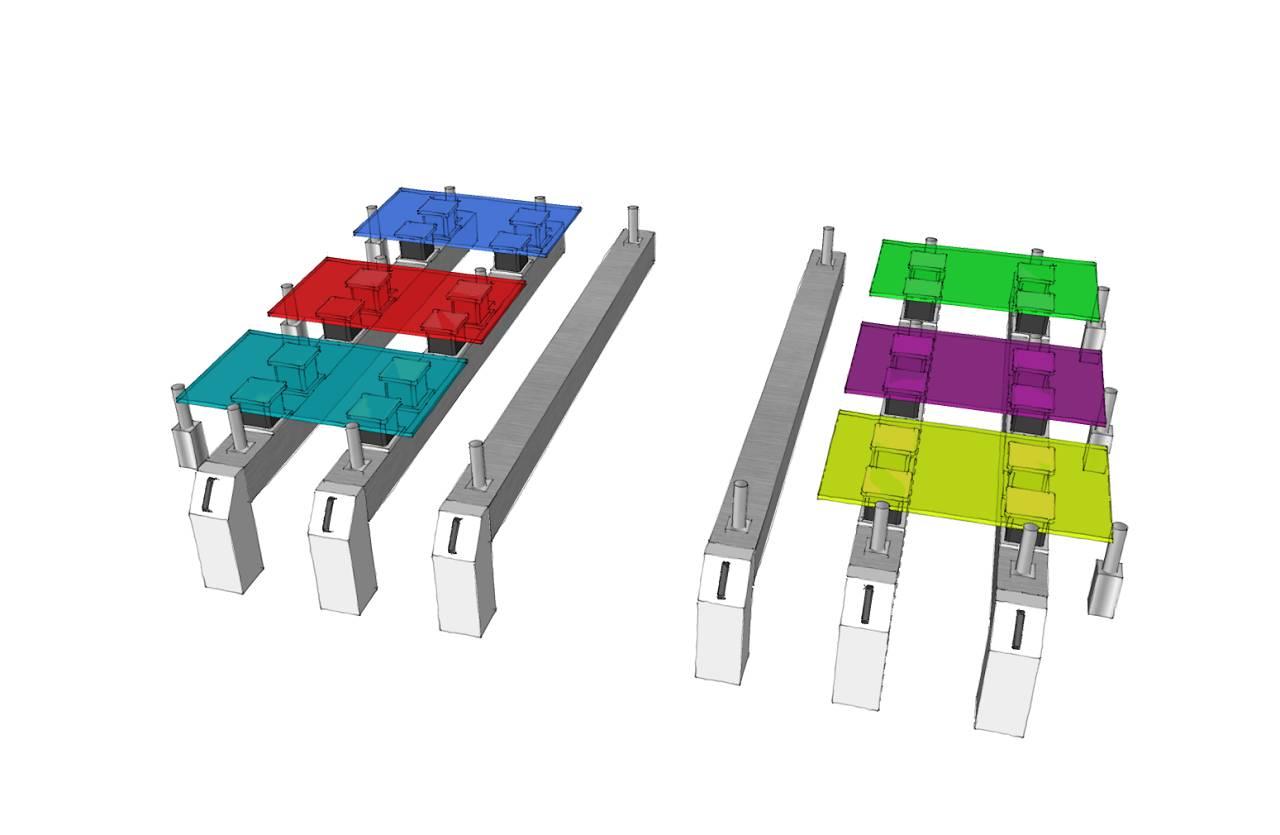
Guida CNC | 4 Fermate e aree di lavoroAnche una macchina con tre file di recinzioni e quindi la possibilità di posizionare il pezzo di lavoro in sei diverse posizioni spesso ha ancora solo due punto zero dil pezzo e due aree di lavoro. Ciò significa che, sebbene sia possibile scegliere tra 6 posizioni in cui posizionare il pezzo di lavoro, è possibile posizionare solo 2 pezzi contemporaneamente. Per poter lavorare ancora più pezzi contemporaneamente in un unico fissaggio, viene solitamente offerta l'opzione della lavorazione a 4 campi. Questi possono essere i quattro angoli esterni. Questa configurazione è pratica per macchine piuttosto corte con asse Y lungo. Spesso ogni Campo d'attività ha anche una propria fornitura di vuoto. Con questa configurazione sarebbe necessario avere due circuiti a vuoto su una sola console. Questo è relativamente complesso, quindi si trova più spesso un'altra configurazione: una guida si trova al centro del piano di lavoro. Questi fermi centrali devono essere facilmente rimovibili o incassati per l'utilizzo dell'intero piano di lavoro per pezzi grandi dimensioni. La configurazione quattro aree di lavoro una accanto all'altra offre di solito una ripartizione particolarmente efficiente dello spazio su lunghi piano di lavoro con molte console. Ci sono diverse altre possibilità per la lavorazione a più campi, ad esempio la lavorazione a 6 campi quando si utilizzano tre file di recinzioni o la lavorazione a 8 campi quando si utilizzano i quattro angoli esterni e una guida centrale aggiuntiva. In questi casi, la macchina ha di solito solo due circuiti di vuoto separati per ogni metà macchina. In combinazione con un sistema di vuoto a due circuiti, i pezzi possono comunque essere posizionati singolarmente. Elaborazione alternataUna forma speciale di produzione con diversi aree di lavoro è la Elaborazione alternata dar. Qui la produzione avviene su un lato del piano di lavoro, mentre l'altro lato del tavolo viene utilizzato per l'impalcatura. Quando si elaborazione alternata, è necessario tenere conto di alcuni dettagli che possono limitare fortemente le possibilità di lavorazione. Le macchine con dispositivo di sicurezza come tappeto di sicurezza o barriera luminosa hanno un'area di sicurezza al centro dell'campo d'attività, che non deve mai essere accessibile attraverso'operatore. Di rispettivamente lavorazione può avvenire solo in misura tale che il rivestimento portale non possa mai entrare in collisione con l'operatore nell'altra campo d'attività. Questo può portare ad una grande area inutilizzabile al centro dell'campo d'attività, che può essere lunghezza più di un metro. Con Paraurti questa area di sicurezza può essere notevolmente più piccola, ma anche in questo caso le aree di lavoro sono solitamente fissate con una metà della piano di lavoro ciascuna. Da alcuni anni, tuttavia, vari fabbricante offrono una soluzione flessibile in cui, a seconda delle dimensioni del pezzo, un'campo d'attività può essere più grande dell'altra durante l'assegnazione. Solo in questo modo l'campo d'attività di una macchina può essere utilizzata in modo completamente flessibile e quasi per tutta la sua lunghezza per elaborazione alternata. Un ulteriore punto dovrebbe essere considerato quando si elaborazione alternata: Molte macchine possono essere equipaggiate con i seguenti dispositivi montati sul laterale telaio della macchina Cambio utensile essere equipaggiato. Questi cambiavalute non possono sempre essere raggiunti durante la elaborazione alternata, ad esempio quando il cambiavalute diritto sul lato destra, ma lavorazione avviene sul lato sinistro della macchina. In questo caso il portale non deve muoversi nell'area in cui si trova l'operatore. Ciò significa anche che un cambio d'utensile non è possibile. Si dovrebbe quindi garantire in ogni caso che ci sia almeno un caricatore sulla macchina se la produzione deve essere effettuata in elaborazione alternata. | vedi anche visitato ultimamente |
immagini