Abbreviazione per 'Computerized numerical control' (inglese per 'Controllo numerico computerizzato')
Storia
Il CNC si è evoluto dal 'NC' (comando numerico). Al contrario, il CNC dispone di un computer integrata con memoria di programma, che legge programmi, registra i dati di posizione reali e controlla o regola le posizioni degli assi.
Le macchine a controllo numerico sono utilizzate nella lavorazione del legno dal 1968 (Shoda NC-111A). Tuttavia, è solo a partire dall'introduzione della programmazione orientata al laboratorio negli anni '80 che si è diffusa in modo significativo.
Le prime macchine a a controllo numerico erano delle fresatrici con tavola trasversale. Queste macchine sono poi diventate i centri di lavoro CNC che oggi sono comune nella lavorazione del legno.
Utilizzo di un controllo-CNC in
- Fresaturici di superfici CNC o centri di lavoro CNC
- Torni CNC
- Foratrici CNC
- Sezionatrici
- Bordatrici
- Levigatrici
- La maggior parte delle macchine oggi sul mercato si può trovare anche con un controllo-CNC, con molti modelli (ad es. squadratrici, tupie), tuttavia, si tratta allora di macchine della classe superiore, mentre la norma non ha un tale comando.
Differenziazione in base ai tipi di controllo
- Controllo del punto (PTP - Point-to-Point): Qui, gli assi vengono mosse ciascuno indipendentemente dall'altro da una posizione effettiva (punto di partenza) ad una posizione nominale (punto di destinazione), senza che il comando abbia alcuna influenza sul tipo di movimento. Questo tipo di comando è solitamente utilizzato su foratrici CNC.
- Controllo tratto: Qui, ogni asse può essere controllato nel modo in cui si muove. Tuttavia, l'interpolazione tra gli assi non è possibile. Nella lavorazione del legno, questo comando viene utilizzato principalmente nelle bordatrici (e in altre macchine continue) per regolare gli esatti tempi di funzionamento degli aggregati. Nei centro di lavoro CNC, un controllo tratto si trova in assi di posizionamento.
- Controllo di traiettoria: Qui gli assi esistenti sono interpolati tra loro, in modo da rendere possibile qualsiasi percorso.
Differenziazione in base al numero degli assi
- Macchina a 2 1/2 assi (oggi poco utilizzata): Ci sono 2 assi d'interpolazione (X e Y), il terzo asse (Z) ha una corsa pneumatica. Diverse profondità di lavoro possono essere realizzate attraverso diverse soste, ad esempio con una torretta di arresto.
- Macchina a 3 assi: Ci sono 3 assi lineari controllati X, Y e Z disponibili. L'utensile può raggiungere qualsiasi punto all'interno dell'area di lavoro, ma non può cambiare il suo piano di lavoro e quindi l'angolo rispetto al pezzo di lavoro.
- Macchina a 3 1/2 e 4 assi: Oltre agli assi lineari, c'è un altro asse di rotazione. Può essere utilizzato come asse di posizionamento (3 1/2 assi) o come asse d'interpolazione (4 assi). Per lo più troverete come 4° asse un'asse C per poter eseguire la lavorazione orizzontale con vari angoli o realizzare taglio con vari angoli tramite un aggregato adattatore.
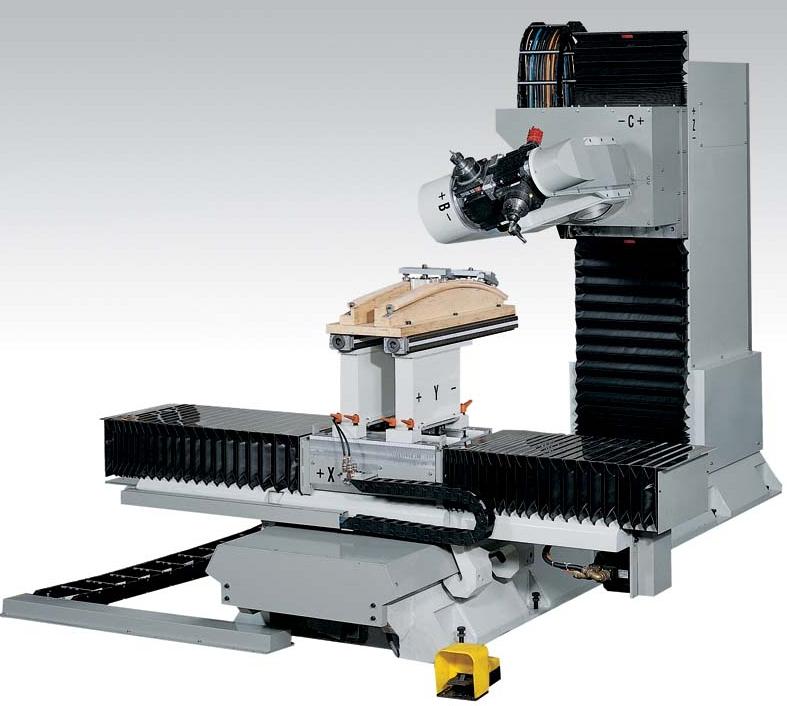
- Macchina a 5 assi: Per raggiungere qualsiasi punto all'interno dell'area di lavoro e questo in qualsiasi angolo d'utensile rispetto al pezzo di lavoro, sono necessari 5 assi. In pratica, di solito ci sono delle limitazioni, in quanto il piano di lavoro spesso impedisce la lavorazione dal inferior, ad esempio.
 und OSAI (2011)
fonte: Höchsmann GmbH")