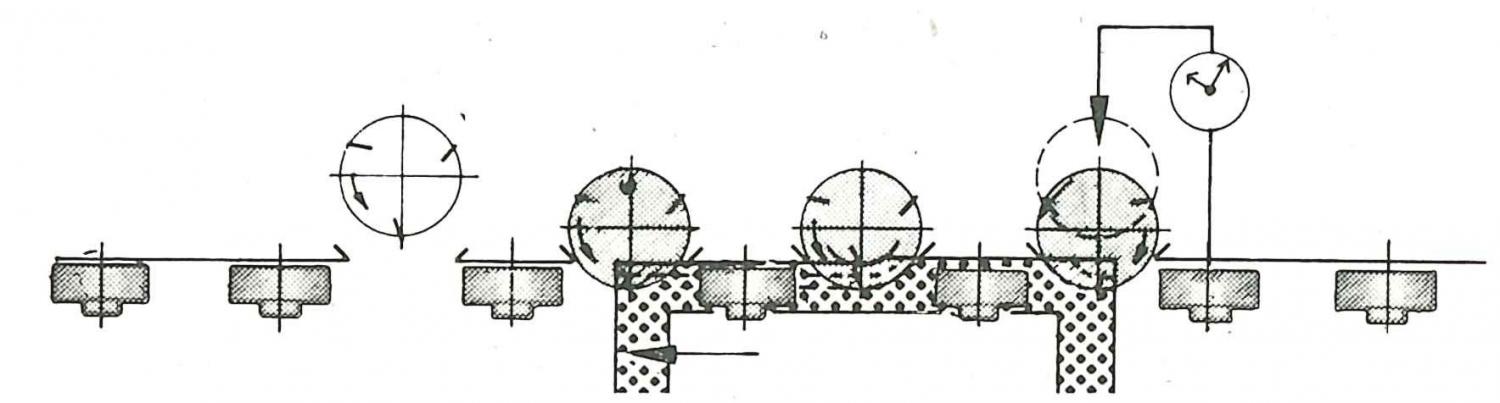
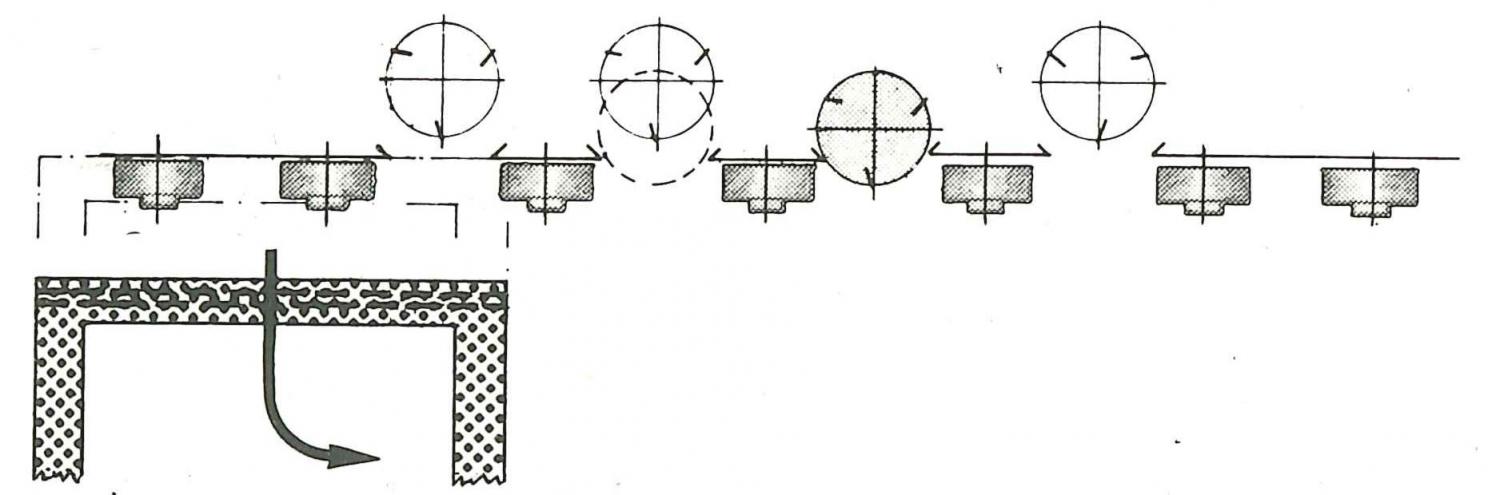
Gleichlaufspindel In der Werkstücklängsbearbeitung dem Splitterschutz dienende Werkzeugspindel, welche der Hauptspindel vorgelagert ist. Um den Splitterschutz gewährleisten zu können, muss sie mit dem gleichen Werkzeugprofil wie die Hauptspindel im Gleichlauf arbeiten. Jeweils ca. die letzten 50-100 mm taucht diese Spindel mit dem entsprechenden Werkzeug in das Werkstück ein, um Ausrisse an den Kanten zu vermeiden. Arbeitsablauf beim Arbeiten mit Gleichlaufspindel am Beispiel einer Gubisch-Umfälz- und Profiliermaschine Abbildung 1Rahmen in Vorschubrichtung schieben, bis die 2. Vorschubwalze den Rahmen erfasst. Beim Anheben der Vorschubwalze wird ein Grenztaster betätigt, der die angehobenen Vorschubwalzen 1 und 5-7 absenkt. Gleichzeitig kommen die gewählten Spindeln (hier die 2.Spindel als Profilierspindel) nach vorn. Abbildung 2Der Rahmen wird gefräst, z.B. Spindel 2 fräst den Doppelfalz im Gegenlauf, Spindel 3 fräst die Beschlagnut, Spindel 4 trägt das Werkzeug für die Wassernase, welches bei diesem Fräsvorgang nicht benötigt wird. Abbildung 3Nachdem die 2. Vorschubwalze an der Hinterkante abgesenkt hat, läuft eine einstellbare Zeit ab, nach der die 1. Spindel im Gleichlauf zum Einsatz kommt. Abbildung 4Nach Absenken der 3. Vorschubwalze geht die 1. Spindel wieder in Ausgangsstellung zurück. Die Vorschubwalzen heben sich und der Rahmen kann entnommen werden. Einsatzgebiete
|
Bilder