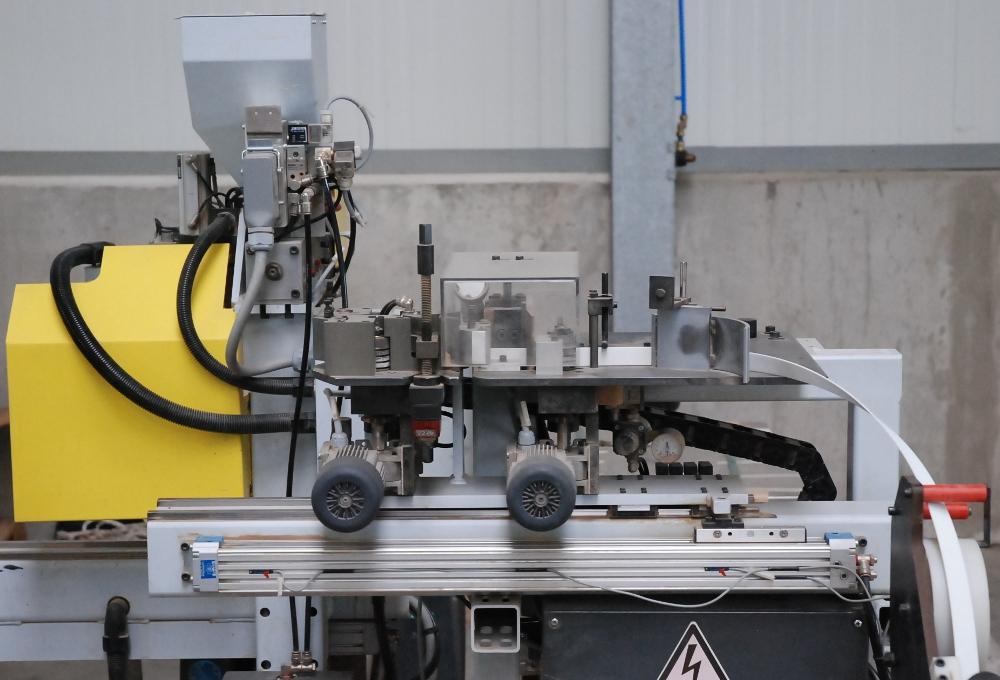
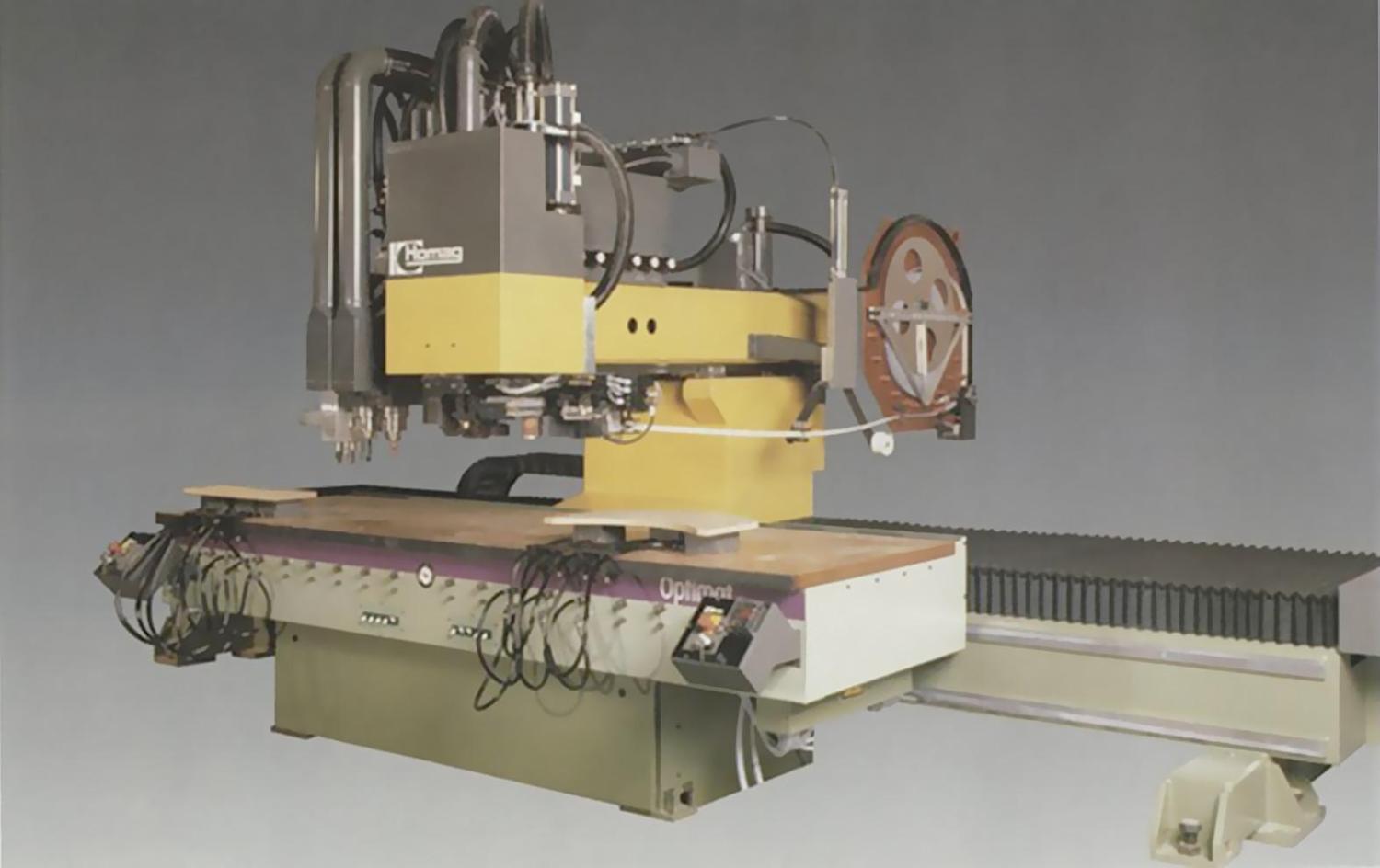
Kantenanleimaggregat Bezeichnet bei CNC-Bearbeitungszentren eine Einrichtung, um die Schmalflächen von plattenförmigen Werkstücken zu beschichten. Es existieren verschiedene Maschinenkonzepte und unterschiedliche Bauformen, um dies zu erreichen. Anwendung findet dieses Konzept in erster Linie für die Beschichtung von frei geformten Werkstücken, da in herkömmlichen Kantenanleimmaschinen im Durchlauf nur gerade Werkstückkanten beschichtet werden können. Bauformen mit fixiertem Werkstück und bewegtem AggregatDie deutlich häufiger anzutreffende Bauform entspricht herkömmlichen CNC- Bearbeitungszentren. Sie besitzen ein zusätzliches Aggregat, welches für die Beschichtung des Kantenmaterials mit Kleber und das exakte Verleimen sorgt. Über die Hauptspindel einwechselbare Aggregate werden für die Kantennachbearbeitung eingesetzt. Oft verfügen solche Maschinen über ein Magazin für Rollenmaterial und eine automatische Kappeinrichtung, einfachere Varianten müssen manuell mit zugeschnittenen Streifen beschickt werden. Aus Qualitätsgründen wird eher selten eine Version ohne eigene Leimangabe eingesetzt. Hier muss vorbeschichtetes Kantenmaterial verwendet werden, welches dann über einen Infrarotstrahler oder Heißluftgebläse reaktiviert wird. Ein weiteres Ausstattungsmerkmal ist die Fähigkeit, Stoßkanten zu erzeugen. Dafür ist ein absolut maßhaltiges und exakt rechtwinkliges Kappen des Kantenmaterials nötig. Dies ist besonders bei runden Werkstücken wichtig, da die Kante hier nicht ohne Stoß zu verleimen ist. Es gibt 2 verschiedene Bauformen mit bewegtem Kantenanleimaggregat:
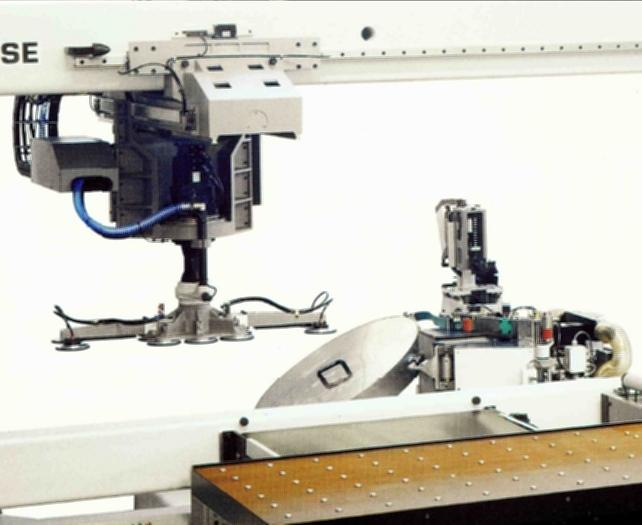
Bauform mit fixierten Aggregaten und bewegtem WerkstückSeltener realisiert ist eine Lösung, bei der kein Kantenanleimaggregat im eigentlichen Sinne vorliegt. Hier befindet sich im Maschinenbett fest installierte Kantenanleimtechnik, sowie die für die Kantennachbearbeitung notwendigen Aggregate wie Kappsäge, Fräse, Ziehklinge. Über einen Vakuumheber wird das Werkstück für die Bearbeitung an den entsprechenden Aggregaten vorbeigeführt und über CNC-Achsen bewegt. Der Vorteil dieses Verfahrens besteht darin, dass fest im Maschinenbett installierte Aggregate prinzipbedingt vibrationsarm sind. Der größte Nachteil besteht im hohen Platzbedarf und den Einschränkungen für die Bearbeitung großer Werkstücke, da das Werkstück u.U. komplett um die Aggregate herumgeführt werden muss. Alternativbegriffe
|
Bilder und Videos