Kantenfräsmaschine Kleine Stationärmaschinen und tragbare Kleinmaschinen für die Nachbearbeitung angeleimten Kantenmaterials. Kantenmaterial wird sowohl in der Länge als auch in der Höhe mit einem gewissen Überstand verklebt. Der Überstand in der Längsausdehnung wird mit Hilfe des Kappsägeaggregates auf Kantenanleimmaschinen oder einer Nachbearbeitungsmaschine entfernt. Der obere und untere Überstand wird mit Hilfe von Fräsaggregaten auf der Kantenanleimmaschine bündig gefräst. Im Anschluss kann eine Fase oder Radius angefräst werden. Sehr kleine Kantenanleimmaschinen und Formteil-Kantenanleimmaschinen mit manuellem Vorschub besitzen keine eigenen Bündig/Radius/Fasestationen. In diesen Fällen wird der Fräsvorgang auf der Kantenfräsmaschine durchgeführt. Aufbau und ArbeitsablaufDas auf einen Ständer montierte Fräsaggregat besteht aus zwei Motoren mit vertikal liegenden Achsen. Dadurch ist es möglich, Formteile zu bearbeiten. Je nach dem, ob bündig gefräst oder eine Fase bzw. Profil angefräst werden soll, werden die Motorachsen mit dem passenden Werkzeug bestückt. Die Motoren sind schwimmend gelagert. Mittels einer Spreizeinrichtung kann der Abstand zwischen den Motoren vergrößert werden um das Werkstück ohne Beschädigung den Fräswerkzeugen zuführen zu können. Durch Schließen der Spreizeinrichtung setzen die an den Motoren angebrachten vertikalen Tastrollen auf der Werkstückoberfläche auf. Von Hand wird das Werkstück durch das Fräsaggregat bewegt. Bei der Bearbeitung von Formteilen wird das Werkstück durch Andruck gegen eine horizontale Anlaufscheibe geführt. Zur Überbrückung des Anleimerüberstandes ist das Werkstück auf einer Unterlage zu befestigen. Werden gerade Werkstücke bearbeitet, sorgt ein aufsteckbarer Anschlag für die Führung. Die Überbrückung des Anleimerüberstandes geschieht hier durch auf den Tisch aufsteckbare Kunststoffleisten. Optionen
HistorieKantenfräsmaschinen älterer Baujahre erfüllten eine andere Aufgabe. Hier ging es darum, das Werkstück nach dem Anleimen von Massivholzanleimern auf das richtige Fertigmaß zu bringen. Die entsprechenden Maschinen arbeiteten nach dem Abrichthobelprinzip. Mit der zu fräsenden Kante nach unten, wurde das Werkstück vertikal auf den höhenverstellbaren Zuführtisch gestellt. Ein Vorschubband und Schrägrollen als Gegendruck führten das Werkstück mit nach unten gerichtetem Druck über das wie ein Hobelkopf rotierende Fräswerkzeug auf den Auslauftisch. Durch die Höhenverstellung des Zuführtisches, wurde die Spanabnahme eingestellt. |
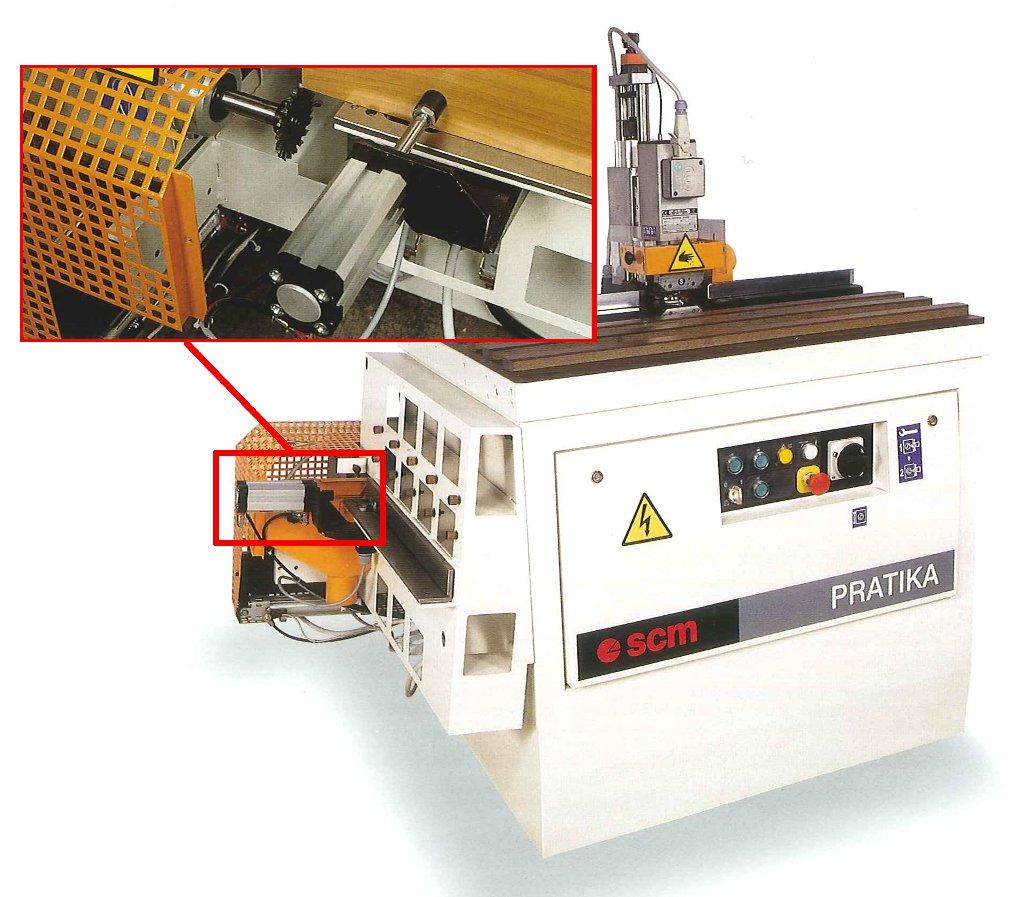
Bilder