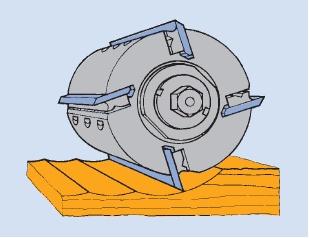
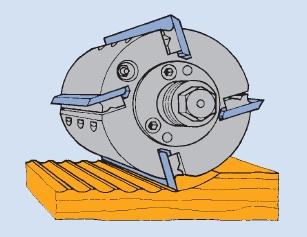
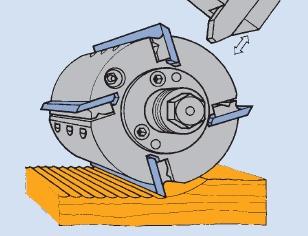
Messerschläge Entstehen beim Fräsen durch die Überlagerung der Vorschubbewegung des Werkstücks mit dem kreisförmigen Einsetzen der Schneiden des Zerspanungswerkzeuges. Diese Überschneidung führt zu einer wellenförmigen Werkstückoberfläche. Die Wellentäler werden als 'Messerschläge' bezeichnet. Je schneller die Vorschubbewegung und langsamer die Werkzeugrotation, desto langgezogener erscheinen die Messerschläge. Eine größere Anzahl Messer am Werkzeug kann diesen Effekt nicht mindern, da sich durch die Rundlaufungenauigkeit immer nur eine Messerschneide im Fräsbild abbildet. Die 'kürzeren' Messer leisten zwar ihren Teil der Spanarbeit, bilden sich aber aufgrund ihrer geringeren Länge nicht auf dem Werkstück ab. Durch Werkzeuge mit zentrierendem Spannsystem wie Hydrospannung, Schrumpfverbindung (Schrumpfspannfutter) oder HSK kann die Rundlaufungenauigkeit soweit reduziert werden, dass alle Messerschneiden im Fräsbild sichtbar werden. Die Messerschläge erscheinen dann weniger tief und in viel kürzeren Abständen. Exakt gleiche Messerüberstände ohne Rundlaufungenauigkeit werden mit gejointeten Werkzeugen erreicht. Das sogenannte Jointen bringt die Messer auf gleichen Überstand (gleicher Schneidenflugkreis). Auf der Werkstückoberfläche schlägt sich dies in noch weniger tiefen und eng beieinanderliegenden Messerschlägen nieder (Mehrmesserfinish) Vollständige Beseitigung der Messerschläge
Alternativbegriffe
|
Bilder