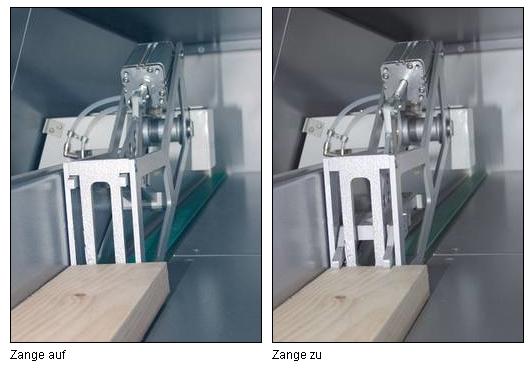
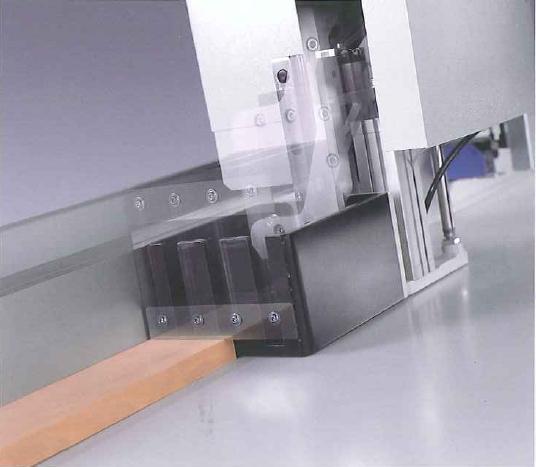
Zangengreifer AbbundanlagenDer Zangengreifer in Abbundanlagen stellt die Werkstücke den Bearbeitungsaggregaten maßgenau zu. Der Greifer, der an einem Wagen montiert ist, packt das Werkstück von oben oder unten und führt es über die Rollen des Maschinentisches. Bei der Bearbeitung langer Werkstücke muss nachgegriffen werden, d.h. das Werkstück wird über Andruckvorrichtungen auf dem Tisch festgehalten, der Greifer lässt das Werkstück los, fährt zurück und packt das Werkstück von Neuem. Die Andruckvorrichtung gibt das Werkstück frei, die Bearbeitung kann fortgesetzt werden. Dies ist die auf Abbundanlagen am häufigsten verwendete Werkstückvorschub-Einrichtung. OptimierungskappanlagenWerkstückspann-, Positionier- und Vorschubsystem bei Optimierungskappanlagen Vorteile von Greifern gegenüber reinem Materialschieber
Technische Realisierung
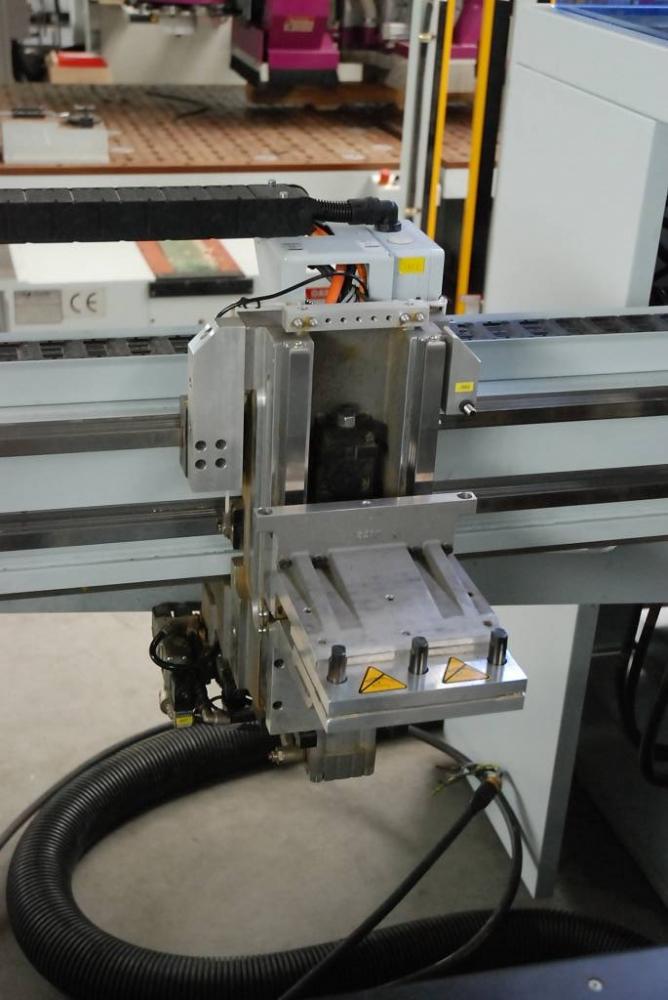
CNC BearbeitungszentrenBei bestimmten CNC-Bearbeitungszentren erfolgt die Werkstückklemmung und die Werkstückbewegung mittels Zangengreifern. Mitte der 2000er Jahre etablierte sich ein neues Maschinenkonzept, bei dem das Werkstück nicht mehr fest auf einem Maschinentisch aufgespannt, sondern durch die Maschine bewegt wird und somit eine eigene CNC-Achse darstellt. Vorreiter war hier Biesse mit dem Modell Skipper, kurz darauf stellte Weeke mit der BHX eine vergleichbare Maschine vor. Maschinen, bei denen eine CNC-Achse durch die Werkstückbewegung realisiert wird, gab es bereits in den 1990er Jahren, z.B. CNC-Bohrautomaten von SCM. Ein breiter Einsatz in Bearbeitungszentren fand allerdings erst mit der Einführung der Zangengreifer als Transportvorrichtung statt. Bei anderen Lösungen wurde das Werkstück z.B. über Transportteppiche, Gurte oder Bänder bewegt. Dadurch bestand ständig die Gefahr, dass die Positionierung nicht genau genug erfolgt. Die Zangengreifer klemmen das Werkstück jedoch fix und positionieren sich selbst über eigene hochgenaue Antriebe. Siehe auch: Vertikale PlattensägenZangen halten die zu schneidende Platte auf einer Höhe und ermöglichen so die Ausführung von automatischen Besäumschnitten an der unteren Kante der Platte. |
Bilder und Videos