Einsatzsteuerung Mit Hilfe der Einsatzsteuerung lassen sich Arbeitsaggregate zu genau definierten Zeitpunkten zustellen. Ebenso können Zusatzgeräte wie Blasdüsen, Sprüheinrichtungen und dergleichen werkstückabhängig ein- und ausgeschaltet werden. Bei der Einsatzsteuerung spielen folgende drei Zustellparameter eine wichtige Rolle:
Grundsätzlich gibt es zwei Arten der Einsatzsteuerung:
AnwendungBevorzugt auf Maschinen, bei denen das Werkstück im Zuge seiner Bearbeitung auf einer Durchlaufeinrichtung die einzelnen Arbeitsaggregate passiert.
|
Bilder
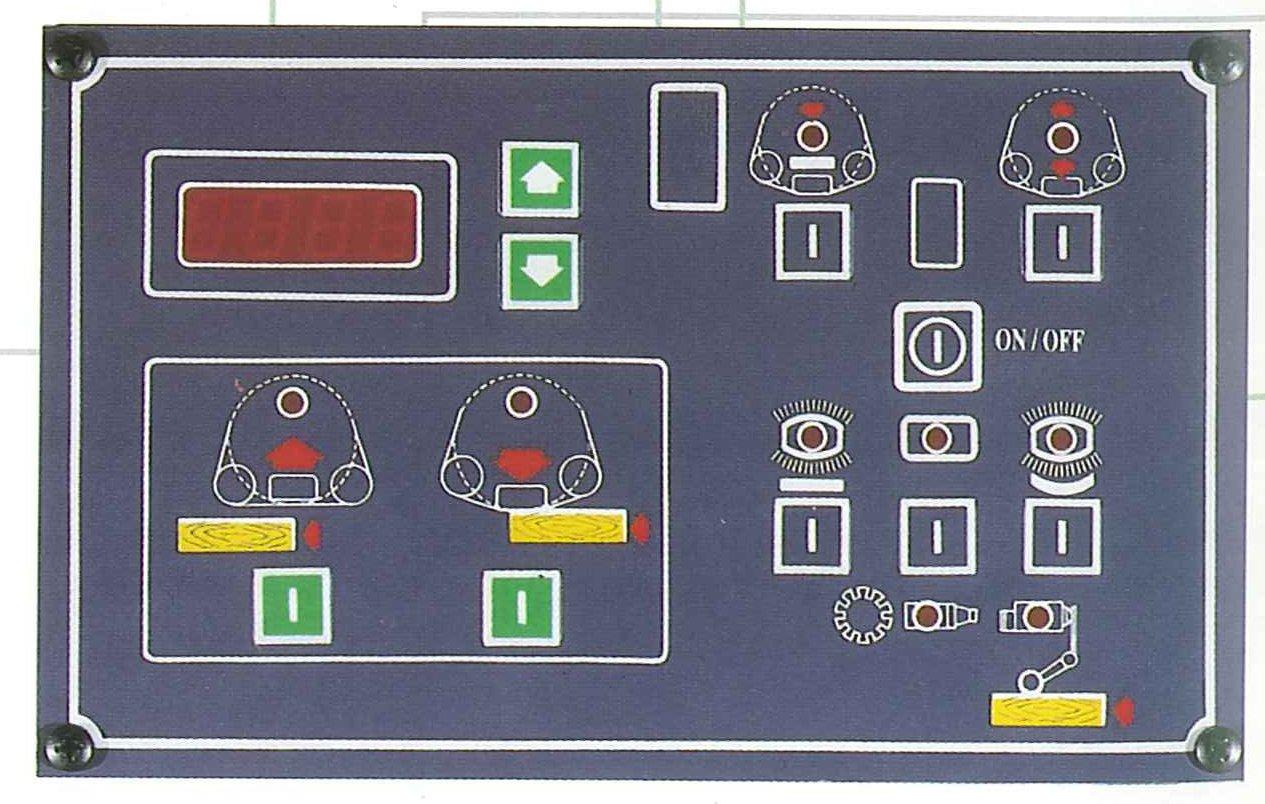
Zeitsteuerung für Taktung
CB
Quelle: CB
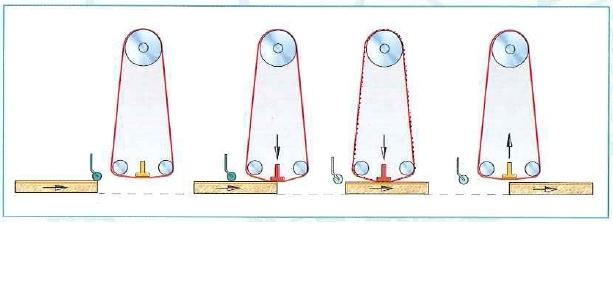
Eine Einsatzsteuerung verhindert Durchschleifen an den Kanten (Prinzipdarstellung).
BÜTFERING
Quelle: BÜTFERING
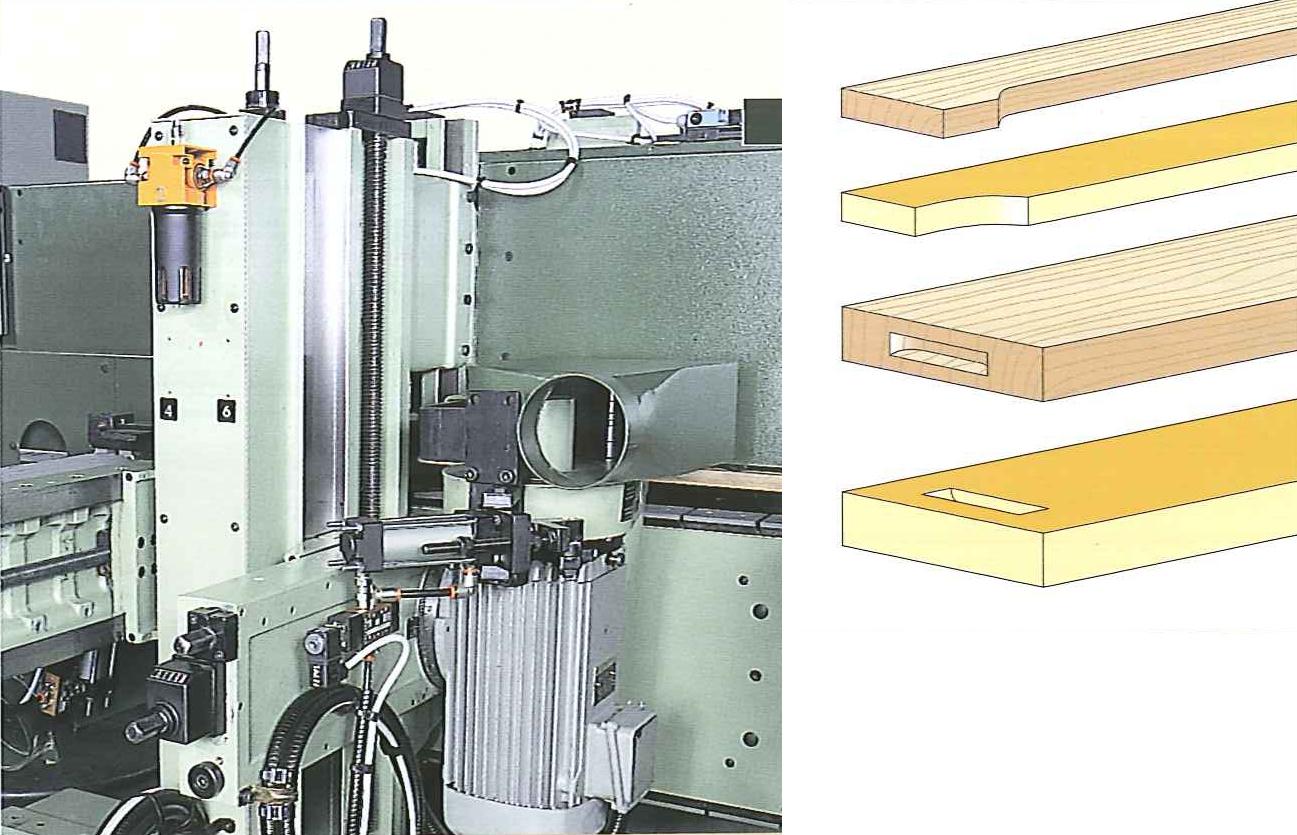
Einsatzfräsen getaktet
SCM
Quelle: SCM
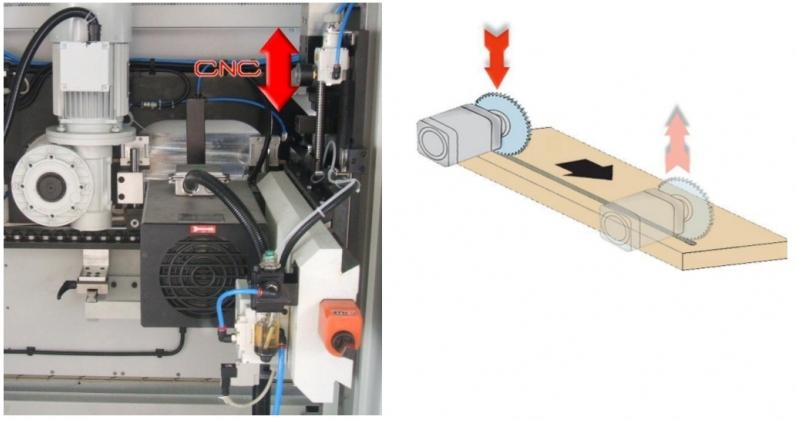
CNC-gesteuertes Nutenfräsen
FRIULMAC, 2016
Quelle: FRIULMAC
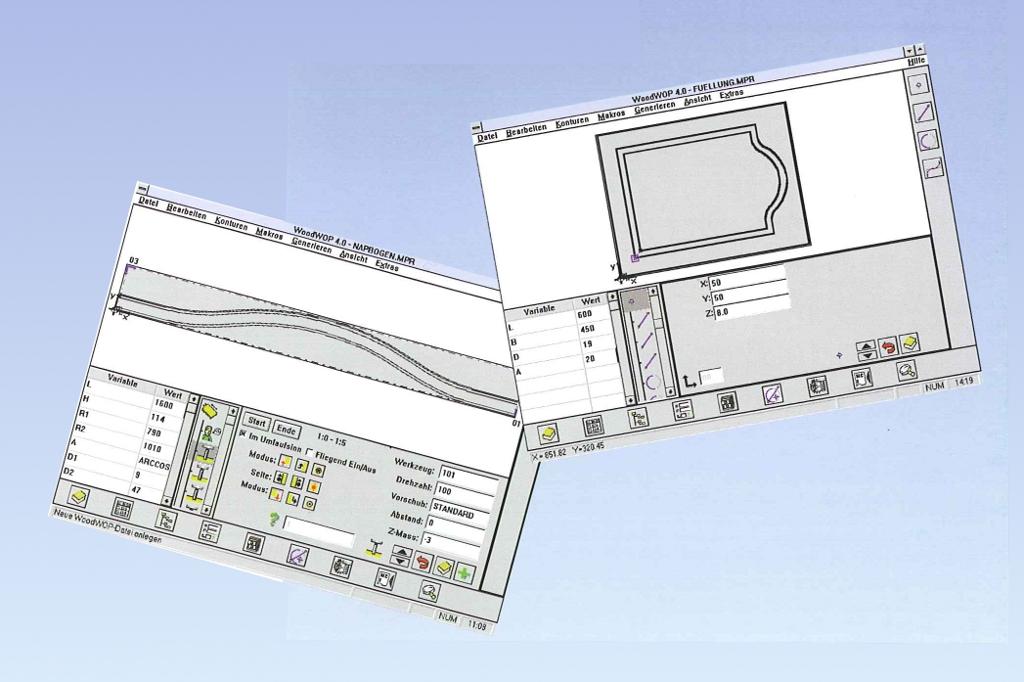
Konturenprogrammierung
HOMAG, 1999
Quelle: HOMAG
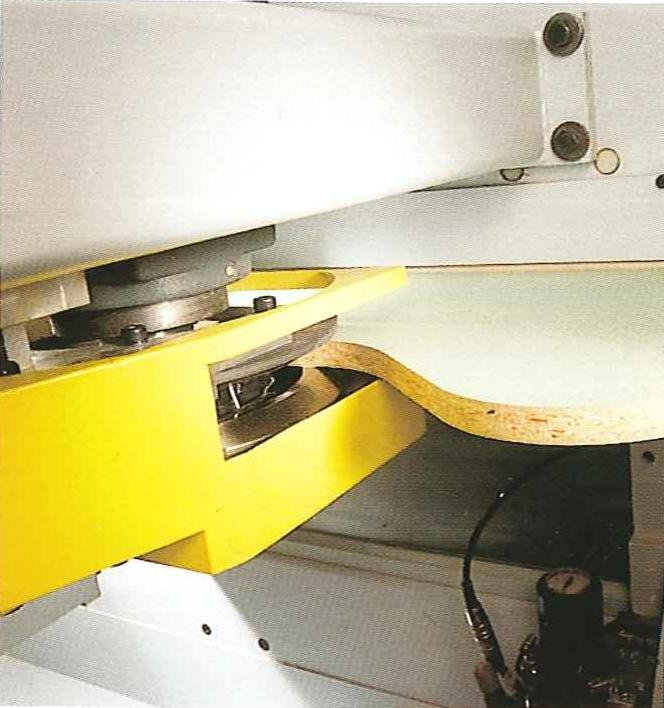
CNC-gesteuertes Formteilfräsen
HOMAG, 1999
Quelle: HOMAG