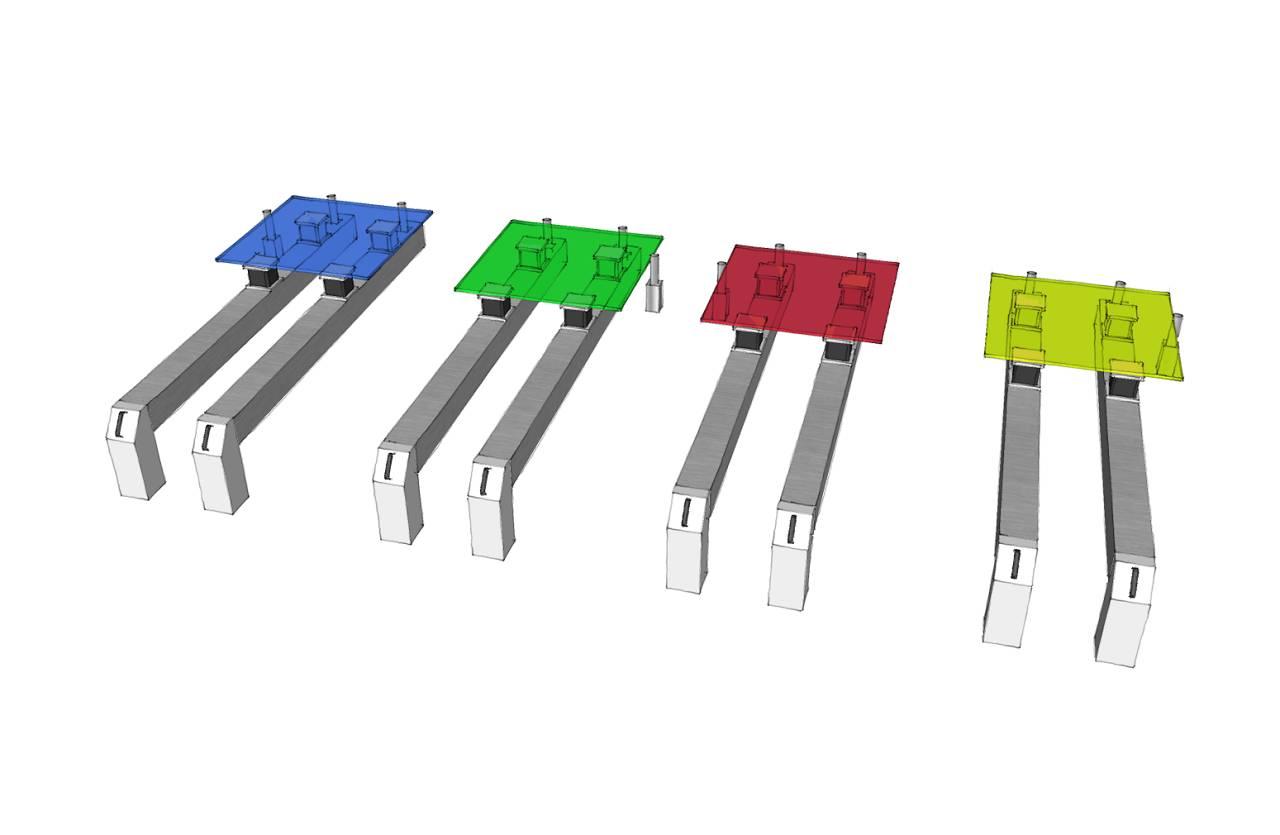
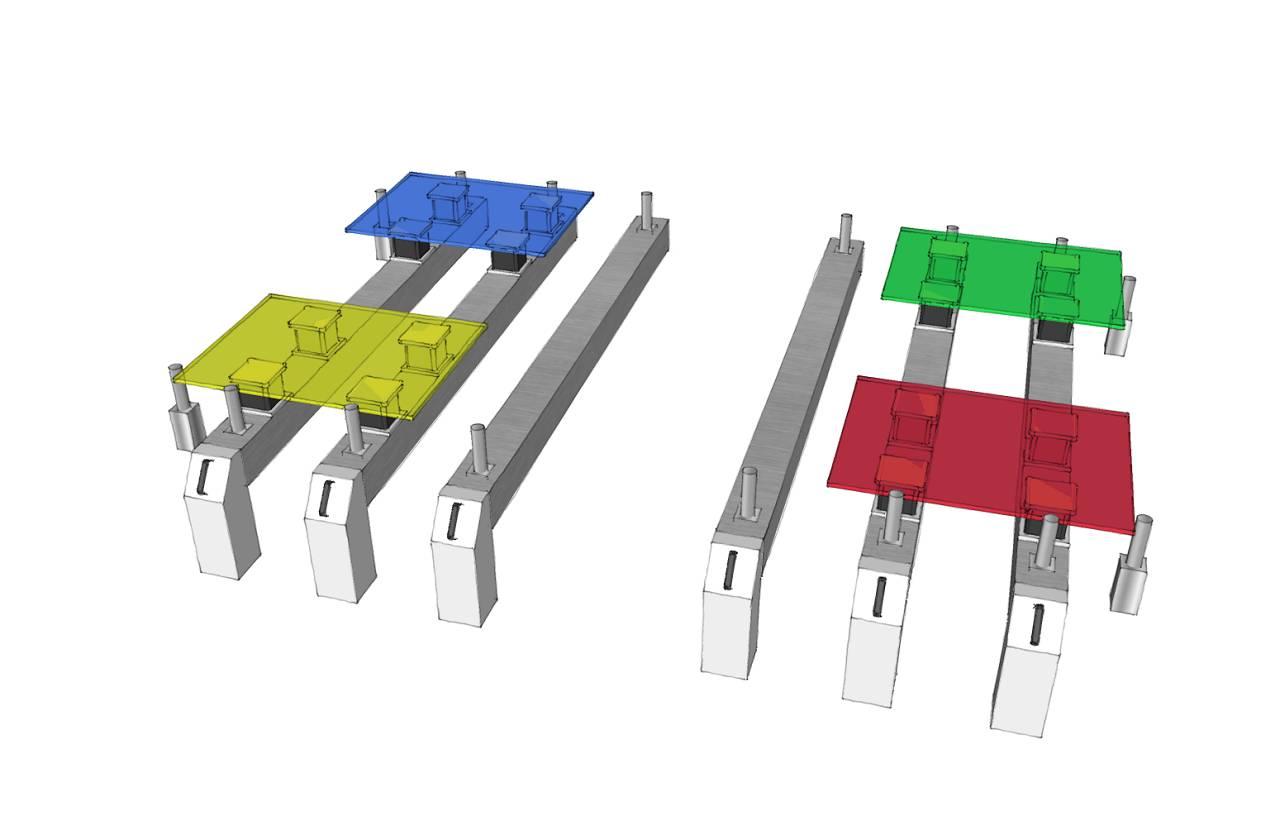
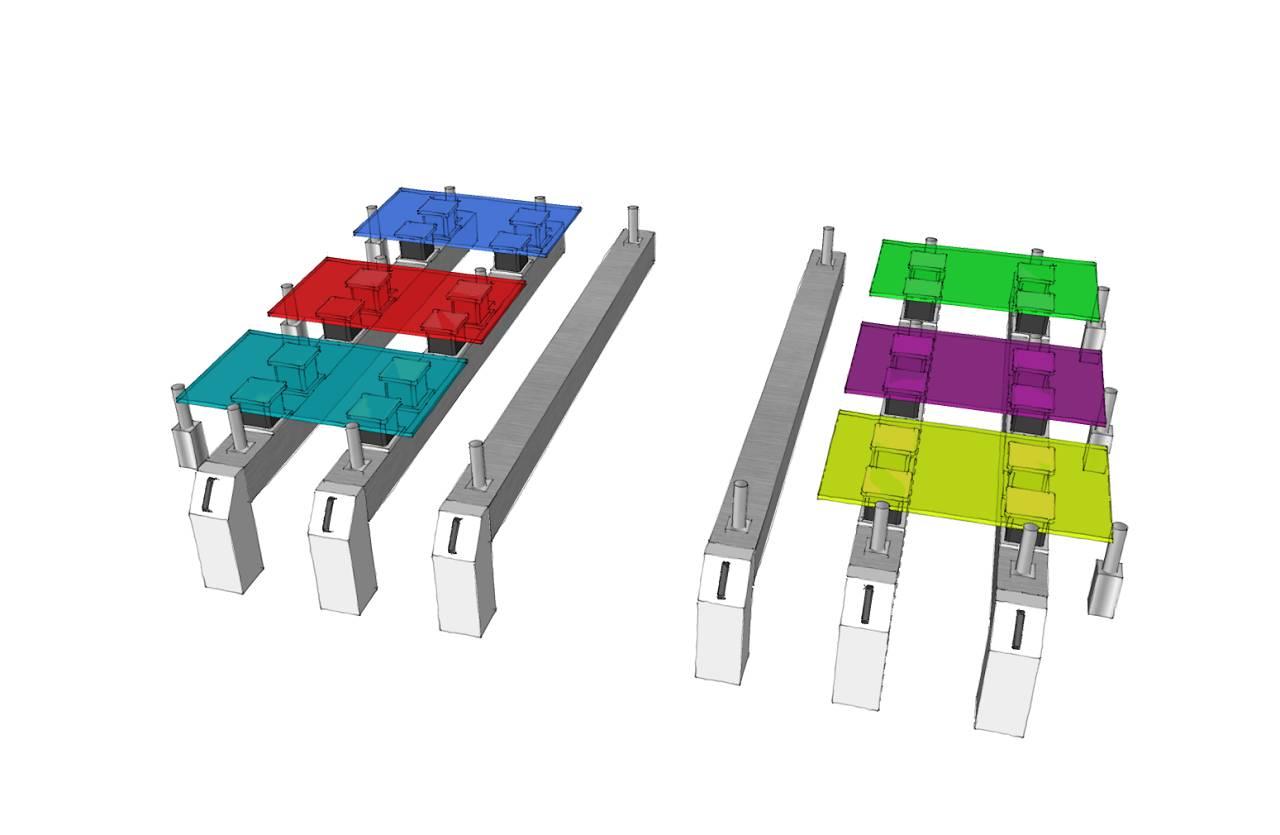
Ratgeber CNC | Anschläge und Arbeitsfelder Anschläge und ArbeitsfelderAuch eine Maschine mit drei Anschlagreihen und somit der Möglichkeit, das Werkstück an sechs unterschiedlichen Positionen zu platzieren, hat oft trotzdem nur zwei Werkstücknullpunkte und zwei Arbeitsfelder. Das bedeutet, man kann zwar unter 6 Positionen wählen wo das Werkstück platziert wird, kann jedoch nur 2 Werkstücke gleichzeitig auflegen. Um noch mehr Werkstücke gleichzeitig in einer Aufspannung bearbeiten zu können, wird meist die Möglichkeit einer 4-Feld-Bearbeitung angeboten. Dies können die vier äußeren Ecken sein. Praktisch ist diese Anordnung bei eher kurzen Maschinen mit langer Y-Achse. Oft hat jedes Arbeitsfeld auch eine eigene Vakuumversorgung. Bei dieser Konfiguration wäre es nötig, auf einer Konsole zwei Vakuumkreise zu haben. Dies ist relativ aufwändig, daher findet man eine andere Anordnung häufiger: dabei befindet sich jeweils ein Anschlag in der Mitte des Maschinentisches. Diese Mittelanschläge sollten einfach demontierbar oder versenkt sein für die Nutzung des gesamten Maschinentisches bei großen Werkstücken. Die Anordnung der vier Arbeitsfelder nebeneinander bietet meist eine besonders effiziente Belegung bei langen Maschinentischen mit vielen Konsolen. Es sind noch einige weitere Möglichkeiten der Mehrfeldbearbeitung gegeben, z.B. 6-Feld-Bearbeitung bei der Nutzung von drei Anschlagreihen oder 8-Feld-Bearbeitung bei Nutzung der vier Außenecken und eines zusätzlichen Mittelanschlages. In diesen Fällen verfügen die Maschine meist trotzdem nur über zwei getrennte Vakuumkreise für jede Maschinenhälfte. In Kombination mit einem Zweikreis-Vakuumsystem können die Werkstücke trotzdem einzeln aufgelegt werden. PendelbearbeitungEine Sonderform der Fertigung mit mehreren Arbeitsfeldern stellt die Pendelbearbeitung dar. Hier wird auf einer Seite des Maschinentisches produziert, während auf der anderen Seite des Tisches gerüstet wird. Bei der Pendelbearbeitung sind einige Details zu beachten, die die Bearbeitungsmöglichkeiten unter Umständen stark einschränken. Maschinen mit Sicherheitseinrichtungen wie Trittmatten oder Lichtschranken besitzen in der Mitte des Arbeitsfeldes einen Sicherheitsbereich, welcher nie durch den Bediener betreten werden darf. Entsprechend darf auch die Bearbeitung nur so weit erfolgen, dass die Verkleidung des Portals niemals mit dem Bediener auf dem anderen Arbeitsfeld kollidieren kann. Dies kann dazu führen, dass in der Mitte des Arbeitsfeldes ein großer, nicht nutzbarer Bereich von durchaus mehr als einem Meter Länge entstehen kann. Mit Bumpern kann dieser Sicherheitsbereich deutlich kleiner sein, in der Regel sind aber auch hier die Arbeitsfelder fix mit jeweils einer Hälfte des Maschinentisches vorgegeben. Seit einigen Jahren bieten verschiedene Hersteller jedoch eine flexible Lösung an, bei der je nach Werkstückabmessungen bei der Belegung ein Arbeitsfeld größer sein kann als das andere. Erst auf diese Weise lässt sich das Arbeitsfeld einer Maschine völlig flexibel und fast in ganzer Länge für die Pendelbearbeitung nutzen. Ein weiterer Punkt sollte unbedingt bei der Pendelbearbeitung bedacht werden: Viele Maschinen können mit seitlich am Maschinenbett angebrachten Werkzeugwechslern ausgestattet werden. Diese Wechsler können bei der Pendelbearbeitung nicht immer erreicht werden, z.B. wenn sich der Wechsler rechts befindet, die Bearbeitung aber gerade auf dem linken Maschinenfeld stattfindet. Hier darf das Portal nicht in den Bereich fahren, in dem sich der Bediener aufhält. Somit ist auch ein Werkzeugwechsel nicht möglich. Es sollte also in jedem Fall darauf geachtet werden, mindestens einen mitfahrenden Wechsler auf der Maschine zu haben, wenn in Pendelbearbeitung produziert werden soll. |
Bilder