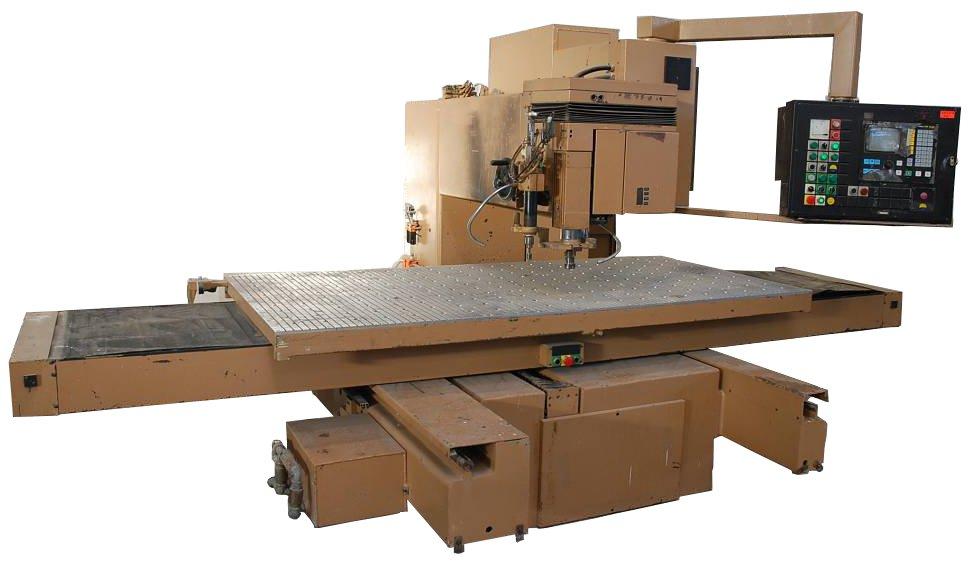
CNC-Bearbeitungszentrum Der Begriff CNC-Bearbeitungszentrum beschreibt stationäre, CNC-gesteuerte Werkzeugmaschinen. Je nach Art und Richtung der Werkstück-Bearbeitung sind unterschiedlichste Ausführungen möglich. Oft wird die Bezeichnung mit "CNC" oder "BAZ" abgekürzt. Obwohl es auch CNC-gesteuerte Plattensägen, Kantenanleimmaschinen und viele andere Maschinenarten mit CNC-Steuerung gibt, wird "CNC" meist mit "CNC-Bearbeitungszentrum" gleichgesetzt. Aufbau eines CNC-BearbeitungszentrumsEin CNC-Bearbeitungszentrum besteht grundlegend aus zwei Elementen: Einem Maschinenbett mit Maschinentisch, und dem Support bzw. Maschinenaufbau, an welchem sich der Aggregateträger befindet. Maschinentisch:Grundlegende Bauformen von Maschinentischen:
Es existieren viele weitere Sonderlösungen und Spannsysteme, dies sind jedoch die am häufigsten anzutreffenden. Maschinenaufbau/Support:CNC-Bearbeitungszentren lassen sich in 2 grundlegende Bauformen einteilen:
Auch hier existieren verschiedene Sonderformen. Aggregateträger:Am Aggregateträger befinden sich die eigentlichen für die Bearbeitung notwendigen Einheiten. Das können z.B. sein:
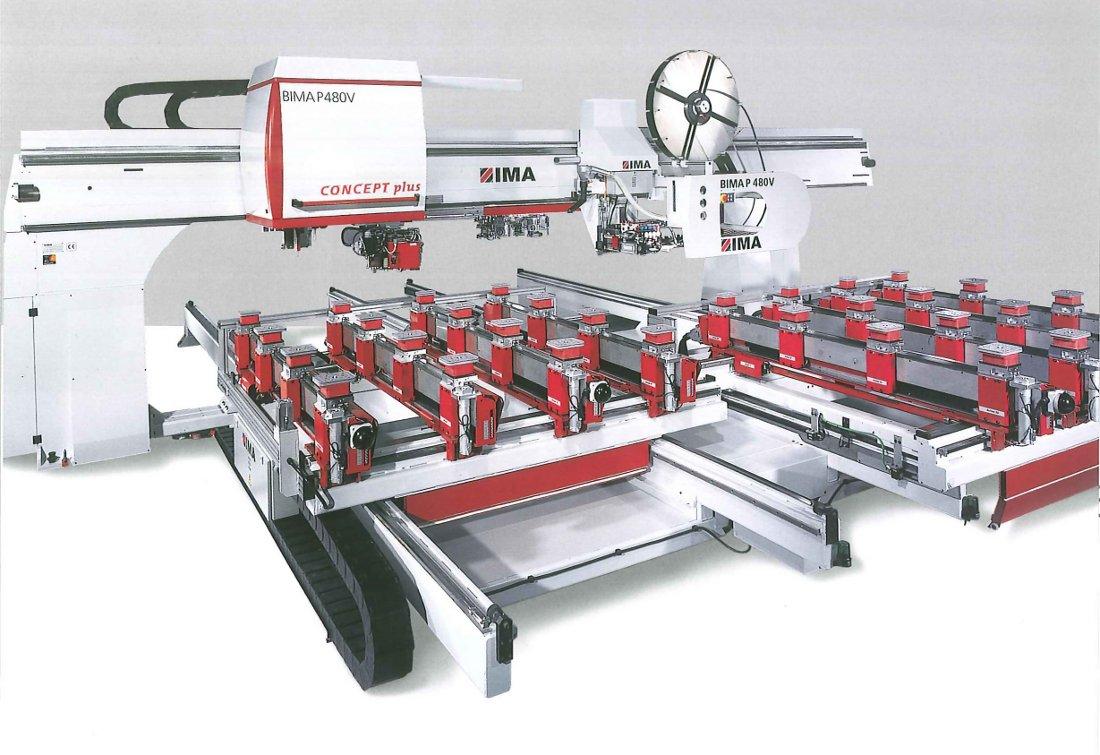
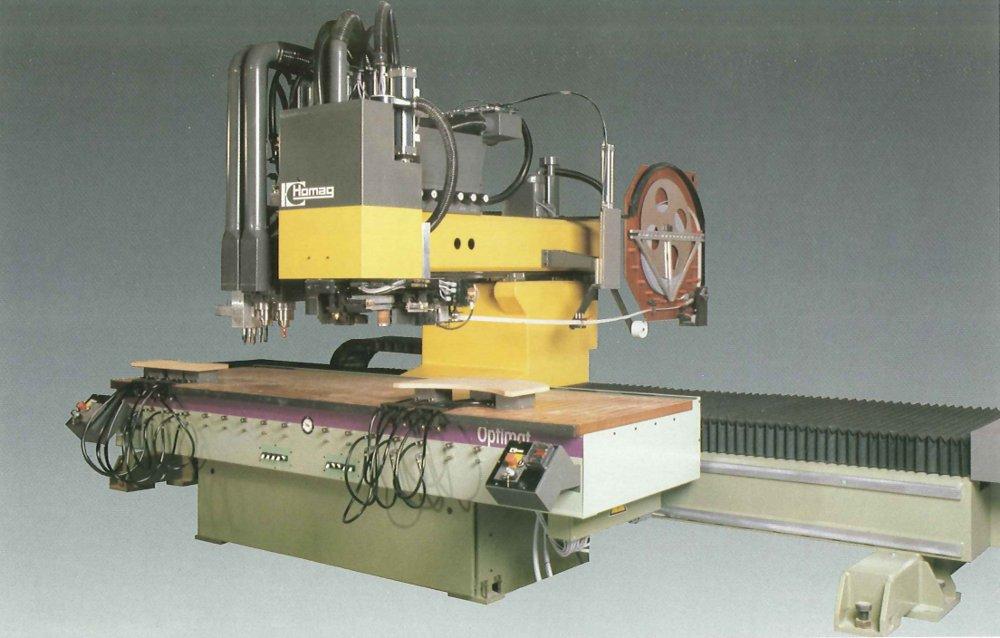
GeschichteDas heutige CNC-Bearbeitungszentrum entwickelte sich aus zwei Typen von Werkzeugmaschinen: der CNC-Oberfräse und der PTP-Bohrmaschine. Die CNC-Oberfräse entwickelte sich aus der klassischen Oberfräsmaschine, mit der man unter Verwendung von Schablonen frei geformte Werkstücke herstellen konnte. In den 1960er Jahren brachte die japanische Firma Shoda Ironworks die erste CNC-gesteuerte Oberfräsmaschine für die Holzbearbeitung auf den Markt. Die erste europäische CNC-Maschine wurde kurze Zeit später von Bulleri vorgestellt. Parallel dazu wurden von verschiedenen Unternehmen seit Anfang der 1970er Jahre PTP-gesteuerte Bohrmaschinen entwickelt. In einigen Ländern hat sich der Begriff "PTP-Maschine" oder "Point-to-Point" so etabliert, dass er dort teilweise statt "CNC-Bearbeitungszentrum" verwendet wird. Mitte bis Ende der 80er Jahre sank Computertechnik durch die massenweise Verbreitung der Homecomputer stark im Preis, was auch auf computergesteuerte Maschinen erheblichen Einfluss hatte. In dieser Zeit wurden von vielen anderen Herstellern neue Maschinengenerationen am Markt eingeführt, bei denen keine genaue Unterscheidung in CNC-Oberfräse oder PTP-Bohrmaschine mehr möglich war. Die Hersteller von PTP-Bohrmaschinen boten nun Frässpindeln und ggf. weitere Aggregate an (z.B. Biesse, Morbidelli, Weeke). Die eher auf CNC-Oberfräsen spezialisierten Hersteller (z.B. Maka, Reichenbacher, SCM) statteten die Maschinen nun zusätzlich mit Bohreinheiten und weiteren Aggregaten aus (z.B. Schlosskastenaggregat). Durch die Notwendigkeit, mehrere Funktionseinheiten in einer Maschine zu integrieren, setzte sich die Verwendung von Aggregateträgern durch. Ende der 1980er Jahre brachten die Unternehmen Homag und IMA annähernd zeitgleich CNC-Stationärmaschinen mit Kantenanleimaggregat auf den Markt. Hier wurde in Prospekten und Maschinenbeschreibungen der Begriff "CNC-Bearbeitungszentrum" verwendet. Kurz nach der erstmaligen Einführung des Begriffes und der gleichzeitigen Verbreitung von CNC-gesteuerten Multifunktionsmaschinen etablierte sich die Bezeichnung "CNC-Bearbeitungszentrum" für alle stationären CNC-gesteuerten Werkzeugmaschinen in der Holzbearbeitung. |
Bilder und Videos






Produktbroschüren und Prospekte (1)
 450,17 KBHerstelleranweisungen zu Transport, Abladen, AufstellenHOLZ-HER
450,17 KBHerstelleranweisungen zu Transport, Abladen, AufstellenHOLZ-HER
Baureihen (939)
| ROVER B EDGE ROVER A BREMA SKIPPER ROVER | ROVER B ROVER C ROVER K WINLINE |
| ROUTERMAX ALL-ROUNDER ROUTERMAX ATC ROUTERMAX ATC DELUXE ROUTERMAX ATC ECO ROUTERMAX ATC NOVA | ROUTERMAX B-AXIS ROUTERMAX BASIC ROUTERMAX BASIC DELUXE ROUTERMAX BASIC ECO |
| ROUTERMAX ALL-ROUNDER ROUTERMAX ATC ROUTERMAX ATC DELUXE ROUTERMAX ATC ECO ROUTERMAX ATC NOVA | ROUTERMAX B-AXIS ROUTERMAX BASIC ROUTERMAX BASIC DELUXE ROUTERMAX BASIC ECO |
| BMG 110 BOF CENTATEQ T-Serie BAZ CENTATEQ | DRILLTEQ BMG BMG 311 BOF 211 |

