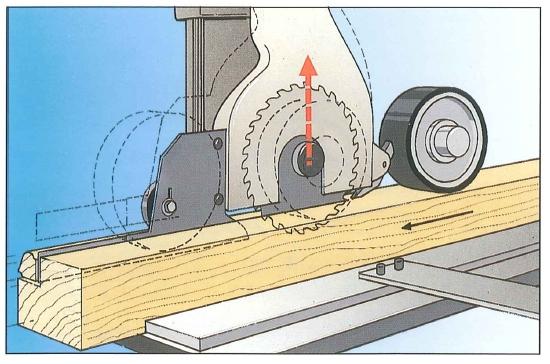
Optionales vertikales Sägeaggregat (getaktet) zum längsseitigen Austrennen von Glasleisten auf Hobel- und Kehlautomaten bzw. Winkelanlagen bei der Holzfensterfertigung.
- Angeordnet als letztes horizontales Aggregat, axial getaktet in Verbindung mit Glasleistenführung und Rutsche bzw. Ausstosser.
Historie
- In den 1980-er Jahren erfolgte in der Regel die Profilierung und Trennung der Glasleisten aus dem Flügelinnenprofil auf einer Winkelanlage, bzw. mussten Hobel-und Kehlautomaten, zwischen dem Aushobeln von Kanteln mit und ohne Glasleistentrennung, aufwendig umgestellt werden. Dies entfiel, als Maschinen mit gesteuerter axialer Taktung auf den Markt kamen, was auch durch die allgemeine Umstellung auf die Kommissionsweise Fertigungsmethode veranlasst wurde.
- Seit Anfang der 1990-er Jahre hat sich im Holzfensterbau diese Technologie, Profilieren und Trennen von Glasleisten bereits beim Aushobeln der Kanteln, auf dem Hobel-und Kehlautomat durchgesetzt. Diese Technik wurde insbesondere mit der Handwerker Maschine Profimat 23 von WEINIG häufig verkauft.
Hintergrund für dieses Konzept ist, dass man auf Grund von Holzfehlern Zusatzglasleisten benötigt. Aus den für ein Holzfenster nötigen 8 Fensterkanteln kann man theoretisch bis zu 7 Glasleisten austrennen. Durch das neue Konzept hat man dann auch aus den seitlichen und oberen Rahmenhölzern fertig profilierte Glasleisten ausgetrennt.
- Auf der rechten und oberen Spindel wurden Hobelkopf/Sägeblatt/Profilfräser- Kombinationen eingesetzt. Durch axiale Taktung der Spindeln konnten die Kanteln vierseitig ausgehobelt oder die Glasleiste profiliert und ausgetrennt werden, bzw. hinter der oberen Welle befindet sich noch ein zusätzliches Sägeaggregat, mit dem die Austrennung abgeschlossen wurde. Mittels Glasleistenführung und Rutsche bzw. Ausstosser wurden die Glasleisten am Maschinenauslauf von den Kanteln getrennt.
- Dieses Konzept wurde auch von der Firma SCM auf der Maschine Superset 23 übernommen.
- Ab Mitte der 1990-er Jahre hat dann WEINIG, beginnend mit der Baureihe Unimat 23 E, das Konzept geändert und nur noch unprofilierte Vierkantleisten ausgetrennt, da die ständig steigende Anzahl unterschiedlicher Glasleistenstärken und - profilierungen eine enorme Erhöhung der Rüstzeit durch Werkzeugwechsel zur Folge hatte. Die Weiterbearbeitung dieser Leistenrohlinge erfordert jedoch einen zusätzlichen Arbeitsgang für die Profilierung, bietet jedoch den Vorteil , immer ausreichend qualitativ hochwertige Glasleisten (Vorsortierung der Rohlinge) zur Verfügung zu haben.