Frezarka do obrzeża Małe maszyny stacjonarne i przenośne małe maszyny do wykańczania klejonych materiałów obrzeżowych. Materiał obrzeżowy jest przyklejany z pewnym naddatkiem zarówno na długości jak i wysokości. Naddatek w kierunku wzdłużnym jest usuwany za pomocą agregatu piły kapującej na okleiniarkach jednostronnych lub maszyny wykańczającej. Górny i dolny nawis jest frezowany na równo za pomocą agregatów frezujących na okleiniarce. Następnie można wyfrezować fazę lub promień. Bardzo małe okleiniarki jednostronne i okleiniarki do krawędzi krzywoliniowych z posuwem ręcznym nie posiadają własnych stacji frezującej na prosto/promieniowo/fazy. W takich przypadkach operacja frezowania jest wykonywana na frezarce do obrzeży. Konfiguracja i przepływ pracyJednostka frezująca, zamontowana na stojaku, składa się z dwóch silników z pionowo ustawionymi osiami. Dzięki temu możliwa jest obróbka elementów kształtowych. W zależności od tego, czy ma być frezowana płaszczyzna, czy też faza lub profil, osie silnika są wyposażone w odpowiednie narzędzie. Silniki zamontowane są na łożyskach pływających. Za pomocą urządzenia rozpierającego można zwiększyć odległość między silnikami, aby móc podawać obrabiany element do narzędzi frezujących bez jego uszkodzenia. Po zamknięciu urządzenia rozsiewającego pionowe rolki dociskowe zamocowane na silnikach dotykają powierzchni obrabianego przedmiotu. Obrabiany przedmiot jest przesuwany ręcznie przez jednostkę frezującą. Przy obróbce elementów kształtowych przedmiot obrabiany jest prowadzony przez docisk do poziomej podkładki oporowej. Obrabiany przedmiot należy zamocować na wsporniku, aby zniwelować naddatek doklejki. W przypadku prostej obróbki detali, prowadnicę stanowi mocowany na zatrzask ogranicznik. Niwelowanie naddatku doklejki odbywa się tutaj za pomocą plastikowych listew, które można przymocować do stołu. Opcje
HistoriaFrezarki do obrzeży starszych roczników konstrukcyjnych spełniały jeszcze jedno zadanie. Tutaj zadanie polegało na doprowadzeniu obrabianego elementu do właściwego wymiaru końcowego po sklejeniu na klejach do drewna litego. Odpowiednie maszyny pracowały zgodnie z zasadą wyrównania. Obrabiany przedmiot umieszczany jest pionowo na stole posuwowym o regulowanej wysokości z krawędzią do frezowania skierowaną w dół. Taśma podająca i pochylone rolki jako przeciwciśnienie prowadziły obrabiany przedmiot z dociskiem w dół nad frezem obracającym się jak głowica strugarska na stół wyjściowy. Usuwanie wiórów było regulowane poprzez regulację wysokości stołu posuwowego. | zobacz także Ostatnio odwiedzany |
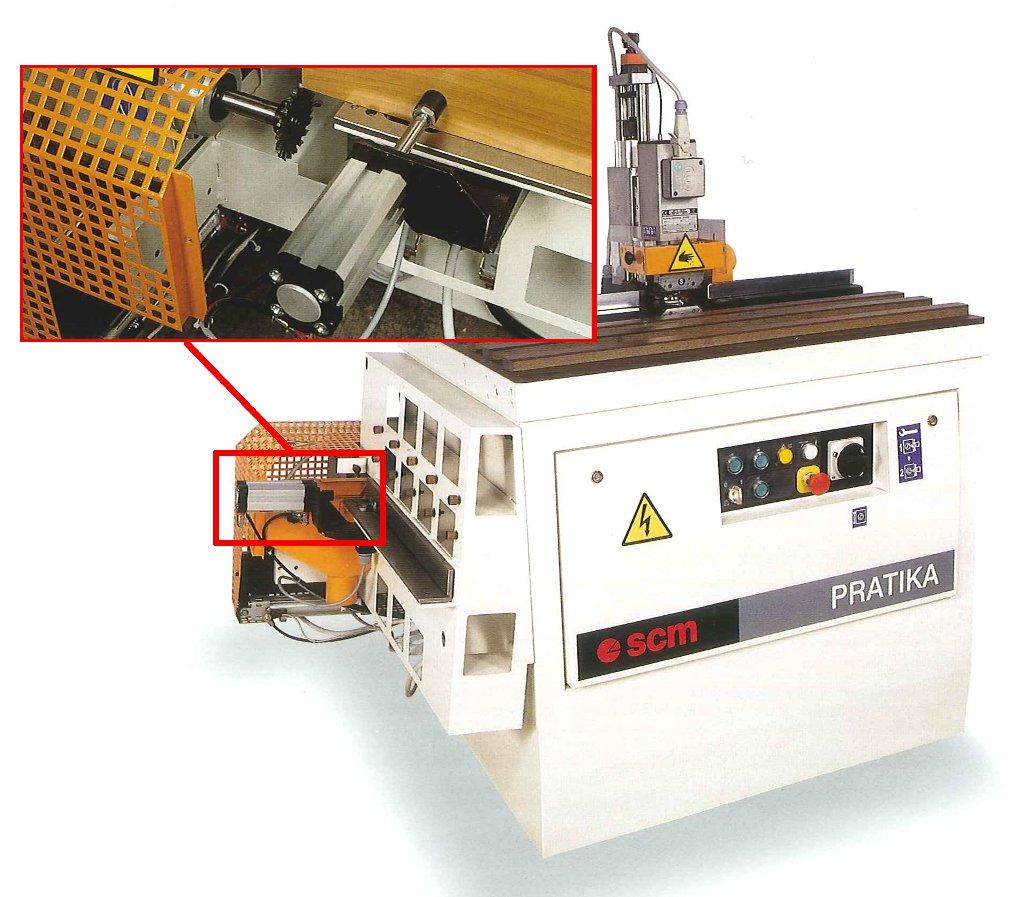
Zdjęcia