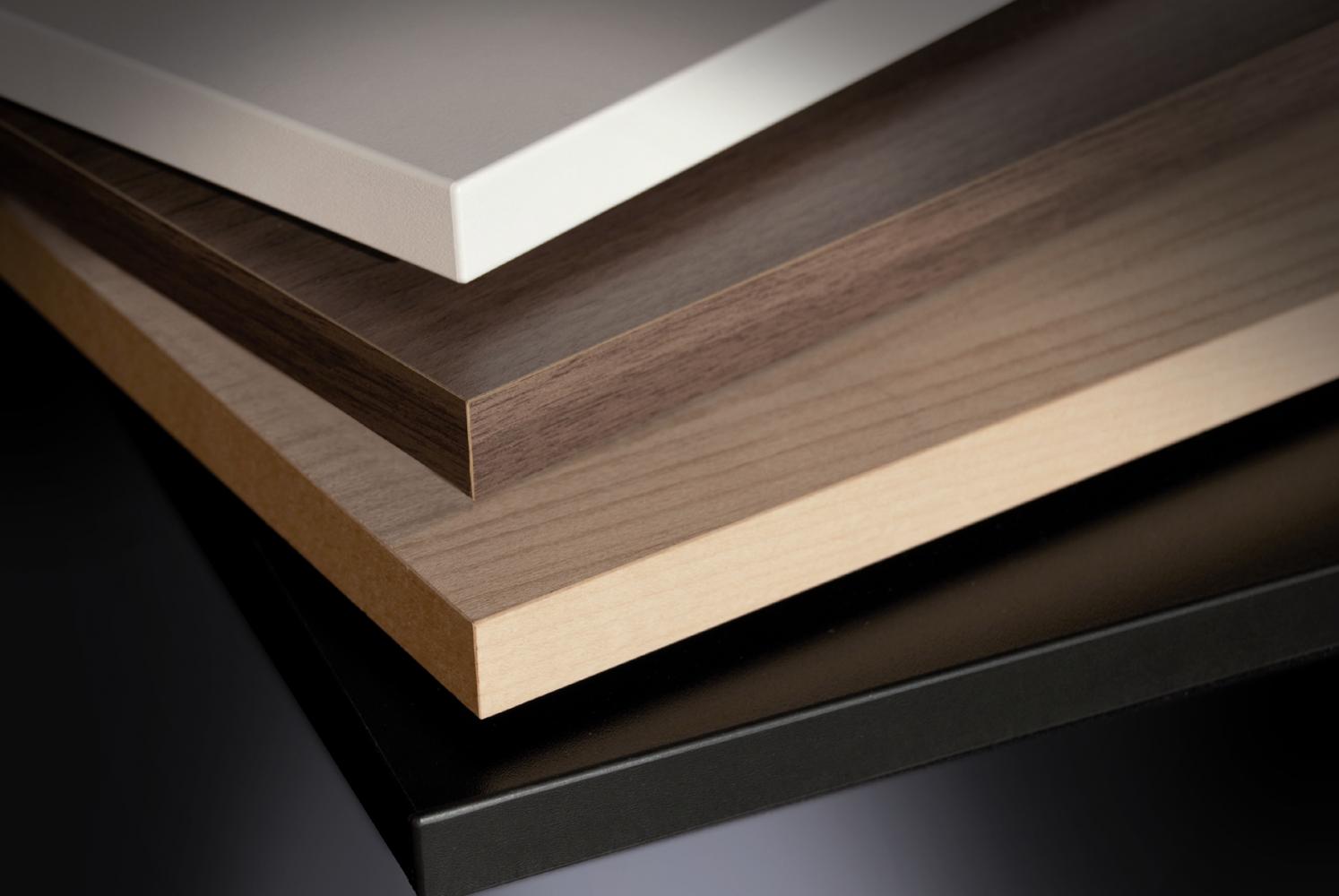
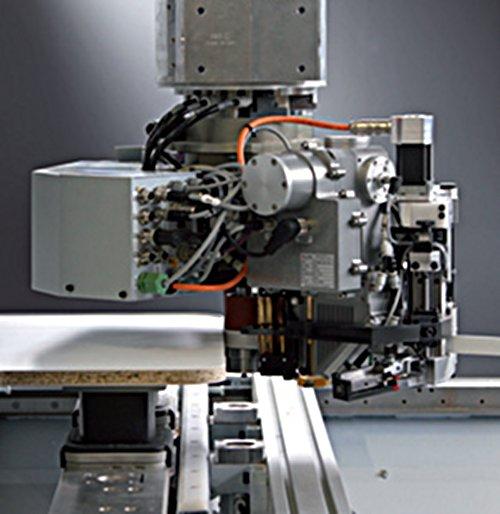
Okleiniarka z laserem Technologia łączenia materiału krawędziowego z krawędzią przedmiotu obrabianego za pomocą promieniowania laserowego. W oklejaniu obrzeży techniką laserową określona warstwa materiału obrzeża jest topiona za pomocą promieniowania laserowego. Gdy materiał krawędziowy zostanie wciśnięty w strefie docisku, stopiony materiał krawędziowy wnika w powierzchnię obrabianego przedmiotu i po ostygnięciu tworzy zamknięte połączenie pomiędzy obrabianym przedmiotem a materiałem krawędziowym. W związku z tym nie ma widocznego połączenia pomiędzy obrabianym przedmiotem a materiałem obrzeża. ProcesW przypadku oklejania krawędzi dotychczas sprawdziły się proces laserowy CO2 i proces laserowy diodowy. W obu procesach materiał okleinowy składa się z właściwego materiału doklejki i współwytłaczanej warstwy funkcjonalnej z polimeru. Ta warstwa funkcjonalna o grubości kilku dziesiątych milimetra tworzy poprzez topienie, penetrację i chłodzenie "kotwicę" materiału obrzeża w obrabianym przedmiocie. Laser diodowyPrzy wydajności energetycznej 40% generowane jest światło laserowe, które jest kierowane przez światłowód do punktu, w którym nakładany jest klej w konwencjonalnych Okleiniarkach jednostronnych. Oscylacja wiązki laserowej lub specjalne układy optyczne zapewniają, że proces topienia odbywa się na całej wysokości krawędzi. Aby zapewnić wystarczającą absorpcję promieniowania w procesie topienia, warstwa funkcjonalna jest wzbogacona o pigmenty absorpcyjne. Ze względu na wysoką intensywność promieniowania, system laserowy jest umieszczony w całkowicie nieprzezroczystej obudowie. Laser CO2Dla tego typu lasera wystarczy obudowa z oknami z poliwęglanu, ze względu na niższą intensywność promieniowania. Dzięki temu proces wiązania można obserwować. Światło laserowe jest tu generowane tylko z wydajnością energetyczną wynoszącą 10 %, ponadto wytworzone światło laserowe nie może być kierowane do miejsca zastosowania za pomocą światłowodu, co powoduje, że przed strefą docisku pojawia się zapotrzebowanie miejsca przez przenoszony obiektyw. Może to stanowić przeszkodę, jeśli np. istniejąca okleiniarka z konwencjonalnym systemem klejenia ma zostać rozszerzona o technologię laserową. Korzystne jest jednak to, że warstwa funkcjonalna nie musi być wzbogacona o pigmenty absorpcyjne. Materiał i kolor krawędzi można zatem dowolnie dobierać. Koszty inwestycji w systemy laserowe CO2 są wyższe w porównaniu z laserami diodowymi. Zalety
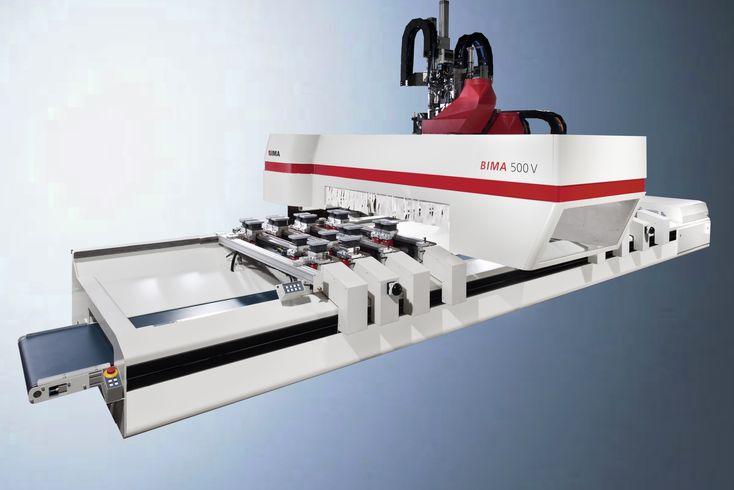
Zastosowanie na Centrach obróbczych CNCNa centrach obróbczych CNC zamiast agregatów do oklejania krawędzi stosuje się również agregaty do oklejania krawędzi techniką laserową. Już w momencie prezentacji w 2009 r. firma IMA planowała zastosowanie tego procesu również na centrach obróbczych CNC. Zaprezentowana w tym samym roku nowa konstrukcja Bima 500 mogła być już wyposażona w Laser Edging System. W 2011 roku firma Homag ogłosiła, że wszystkie modele serii BAZsą wyposażone w agregaty laserTec. Dostawcy2009Początkowy dostawca: Homag] laserTec IMA] Laser Edging. 2011dodatkowi sprzedawcy: Technika spawania laserowego [Biesse Edge], ecoLaser.
2015NOWOŚĆ DODANA: IMA] : Imalux 2020
IMA] : Laser Edging | zobacz także Ostatnio odwiedzany |
Zdjęcia i filmy