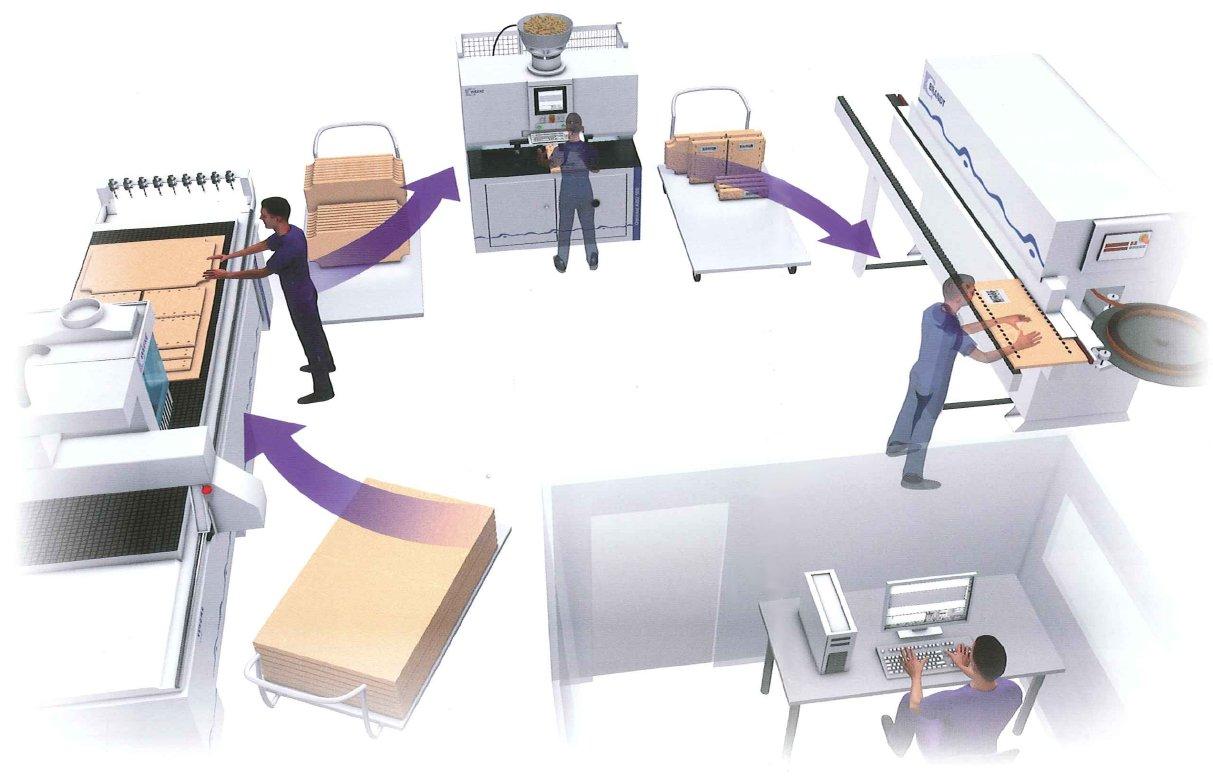
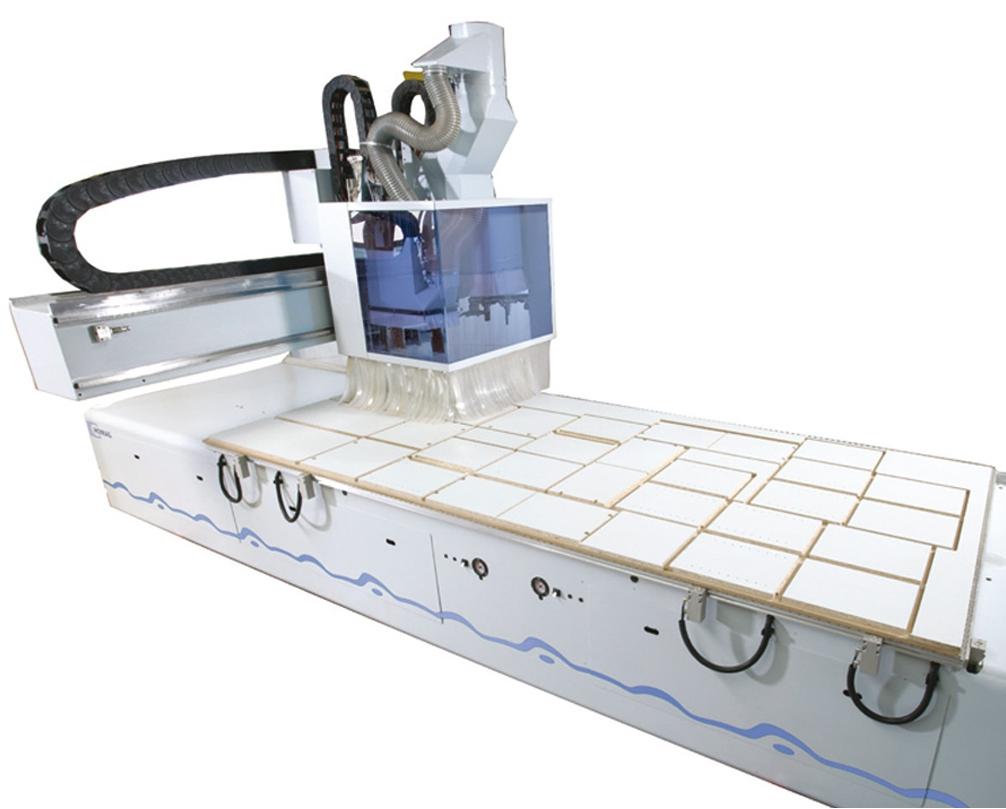
Konstrukcja NESTING Wyposażenie specjalne centrów obróbczych CNC do technologii nestingu. Cechy wyposażeniaUrządzenia do nestingu wymagają zazwyczaj szczególnie mocnego wytwarzania podciśnienia, jak również stołu rastrowego lub specjalnego stołu, który jest odpowiedni dla wysokich wydajności podciśnienia. Niezbędne jest zazwyczaj również użycie specjalnego oprogramowania do nestingu, które usprawnia ten proces. Niektóre maszyny są również wyposażone w urządzenia peryferyjne do automatycznego załadunku i rozładunku, które są specjalnie zaprojektowane do zastosowań nestingowych (np. automatyczne urządzenia przesuwające, urządzenia do automatycznego załadunku płyty podkładkowej, automatyczne urządzenia ładujące). Technologia nestingu w meblarstwieTechnologia nestingu wywodzi się z przemysłu skórzanego, gdzie problemem było jak najefektywniejsze nanoszenie wzorów na różnie ukształtowane surowce (skóry zwierzęce). W przemyśle meblarskim, wraz z pojawieniem się trendu na coraz więcej pojedynczych sztuk mebli, a co za tym idzie coraz mniejszych wielkości partii aż do wielkości partii 1, wzrosło zapotrzebowanie na indywidualne rozwiązania. Piła do rozkroju płyt może być używana szczególnie efektywnie, jeśli możliwe jest cięcie w pakietach o tej samej szerokości pasków. Jeśli formaty poszczególnych części do wyprodukowania są bardzo różne i mają nieregularne kształty, wymiarowanie płyt jest możliwe tylko z dużą ilością odpadów i dlatego jest bardzo nieefektywne. W technologii nestingu poszczególne elementy do produkcji są "zagnieżdżane" na płycie wielkoformatowej w taki sposób, że nie ma prawie żadnych odpadów. Można to zrobić skutecznie tylko za pomocą programów komputerowych. Jednak taki wzór nie może być już wykonany za pomocą piły formatowej, lecz musi być wyfrezowany na maszynie stacjonarnej. Problemy związane z tym procesem
Inne technologie nestingu polegają na umieszczaniu dużych formatów przeznaczonych do podziału bezpośrednio na stole maszyny, ale nie frezowaniu ich w całości. Obrabiany przedmiot jest następnie automatycznie obracany i frezowany z drugiej strony. Obracanie i przestawianie płyty musi być jednak wykonane z absolutną precyzją, tak aby nie była konieczna obróbka wąskiej powierzchni (krawędzi detalu). Ze względu na duże nakłady techniczne, rozwiązanie to nie zdołało się jeszcze zadomowić. Innym rozwiązaniem jest frezowanie płyt do kilku dziesiątych milimetra, a następnie szlifowanie cienkiego mostka na szlifierce szerokotaśmowej. Do tej pory również to rozwiązanie nie zdołało się zadomowić, ponieważ niezawodność procesu nie jest wystarczająco wysoka.
Dalsze terminy
|
Zdjęcia