Automatyczny transporter płyt
To jest automatyczne tłumaczenie.
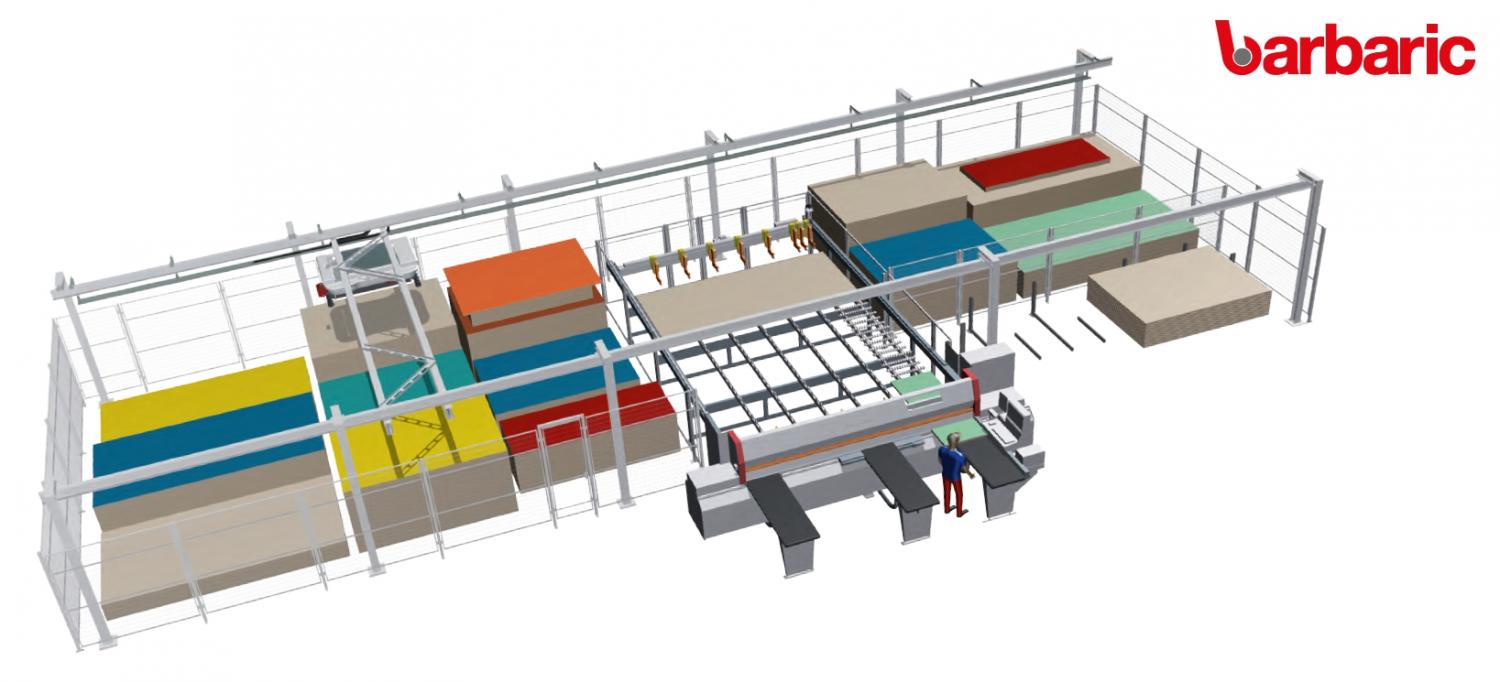
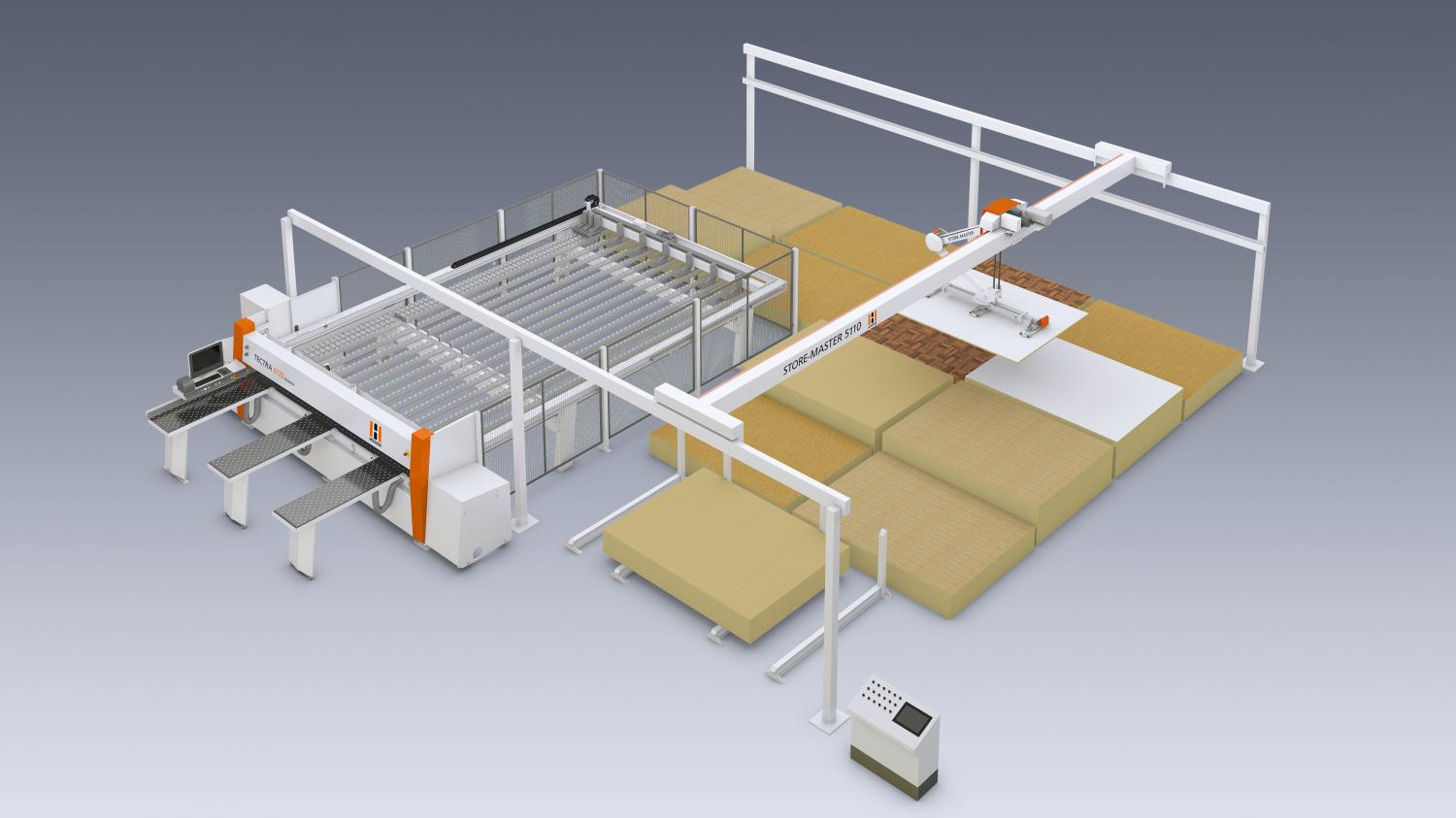
       Sterowane programem linie układania i odkładania, najczęściej w połączenie z piły panelowe lub centrami obróbczymi CNC przeznaczonymi do produkcji nestingów. Obszary zastosowaniaJeśli proces cięcia wymaga zarówno wysokiej wydajności, jak i bardzo elastycznego składu materiału, stosuje się automatyczne systemy układania i zdejmowania. W tzw. systemie poziomy magazyn płyty, różne płyty (ilość, jakość) są magazynowane w zależności od potrzeb i pobierane przez sterowane programem, automatyczne system magazynowania i pobierania, podawane do maszyny obróbczej, pobierane i magazynowane lub deponowane. Zalety tych systemów polegają na szybkiej i elastycznej obsłudze pojedynczych płyty, odłączeniu docinka i zaopatrzenia w materiał, możliwości monitorowania dużego spektrum części i precyzyjnego podawania ich do maszyn podłączony do systemu magazynowania w sposób bezpieczny dla procesu. Zużycie materiału, zarządzanie pozostałymi ilościami materiału oraz system zamówień mogą być organizowane za pomocą odpowiedniego oprogramowanie. Rodzaje magazynówStały przydział/ Stałe składowanieMateriałniezmieszane (np. płyty) jest składowany lub pobierany w z góry określonych, stałych miejscach składowania. Preferowany typ magazynowania dla materiał o dużej rotacji zapasów. (potocznie Silny bieg) Dynamiczna alokacja/ Dynamiczne magazynowanieMagazynowanieniezmieszane, w którym w przeciwieństwie do stałego porządku składowania, pojemniki magazynowe nie są przypisane do jednego materiał, lecz do (dynamicznej) grupy materiał. Kiedy pierwsza część zostaje umieszczona w pustym pojemniku, pojemnik ten zostaje zarezerwowany dla tej grupy materiałowej. Użyj: Przydatne w przypadku małej pojemności magazynu, np. gdy trzeba przyjąć silnie wahające się ilości "silny bieg". Chaotyczny przydział/ Chaotyczne magazynowanieW jednym miejscu układane są na przykład różne części jedna na jeden na drugim. Ten rodzaj magazynowania wymaga ponownego układania w stosy i utrzymywania przynajmniej jednego innego "chaotycznego" pojemnika magazynowego wolnego dla pośredniego składowania chaotycznie składowanych części. Ten oszczędzający miejsce, ale czasochłonny rodzaj magazynowania jest stosowany dla tzw. ""slaby biegacz"" używanych. Inteligentne oprogramowanie magazynowe może zapewnić, że przesunięcia magazynowe lub wstępna kompletacja odbywają się w czasie oczekiwania na magazyn. Dalsze rozwiązania techniczne w zakresie nakładać linii produkcyjnych znajdują się w dziale Terminy techniczne: Załadunek, Stół do układania wstępnego, Skład na pakiety Czynniki wpływające na rozdzielność i chłonność
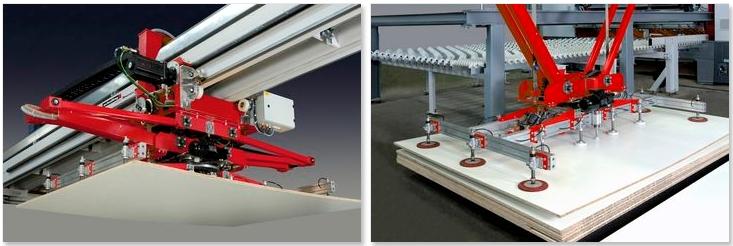
Granice i wartości orientacyjne chłonnościZasadniczo chodzi o to, czy vakum do podnoszenia górnej płyty może być ustawiona w taki sposób, że tylko górna płyta może być niezawodnie podniesiona. W przypadku płyty powlekanych (niechłonnych) trudno oczekiwać/ jakichkolwiek problemów. Surowa (niepowlekany) płyta wiórowa lub płyta zfazowana są uważane za problematyczne. Podstawowa zasada: Im cieńsza płyta, tym bardziej problematyczna. Wartości empiryczne - zależne od materiału, niewiążące, w razie potrzeby do sprawdzenia przez test (od 2021 r.).:
Aktualizacja (2023)
|
Zdjęcia i filmy


Broszury produktów i prospekty (1)
 2,66 MBMaterial in BewegungHOLZMA, 2009
2,66 MBMaterial in BewegungHOLZMA, 2009