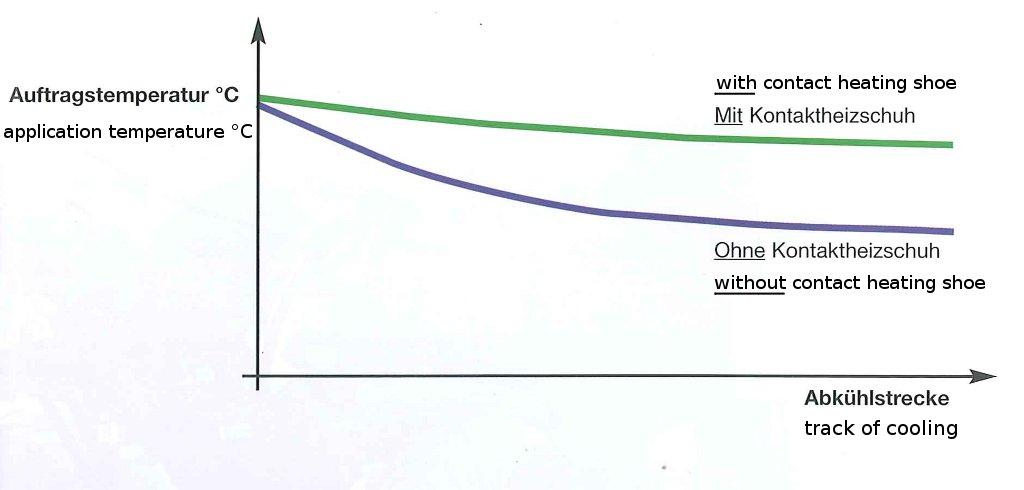
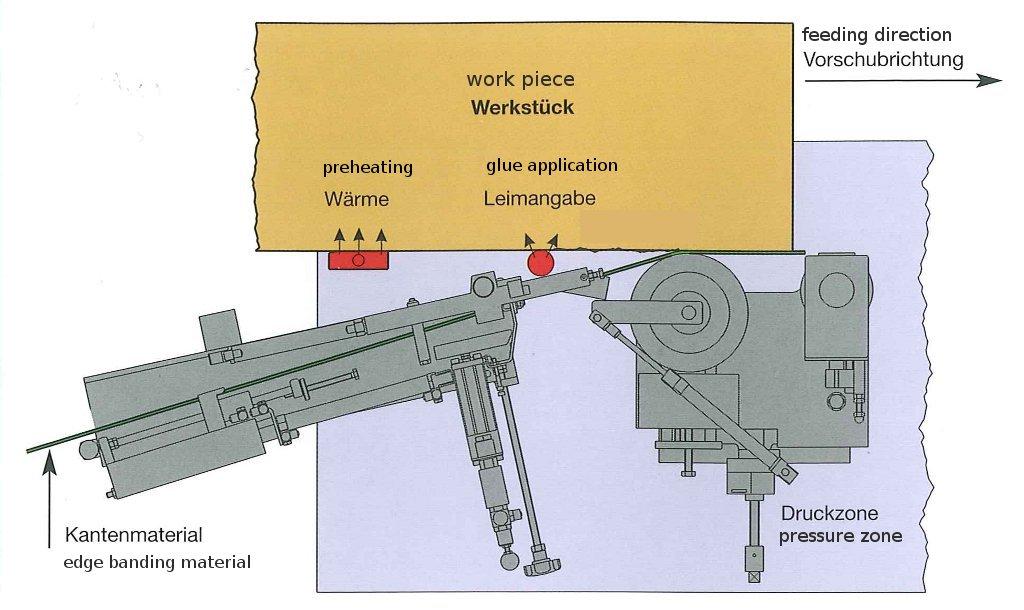
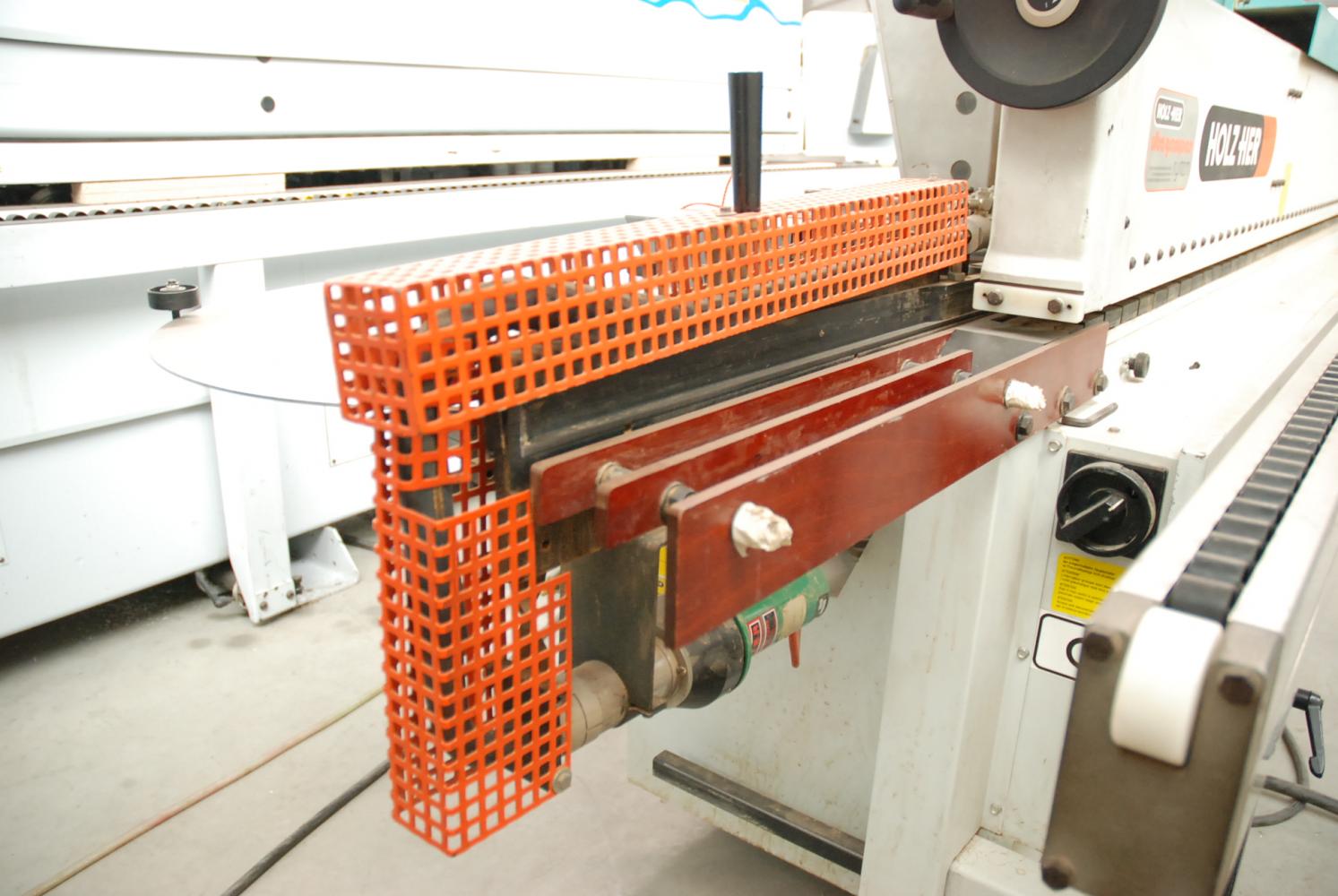
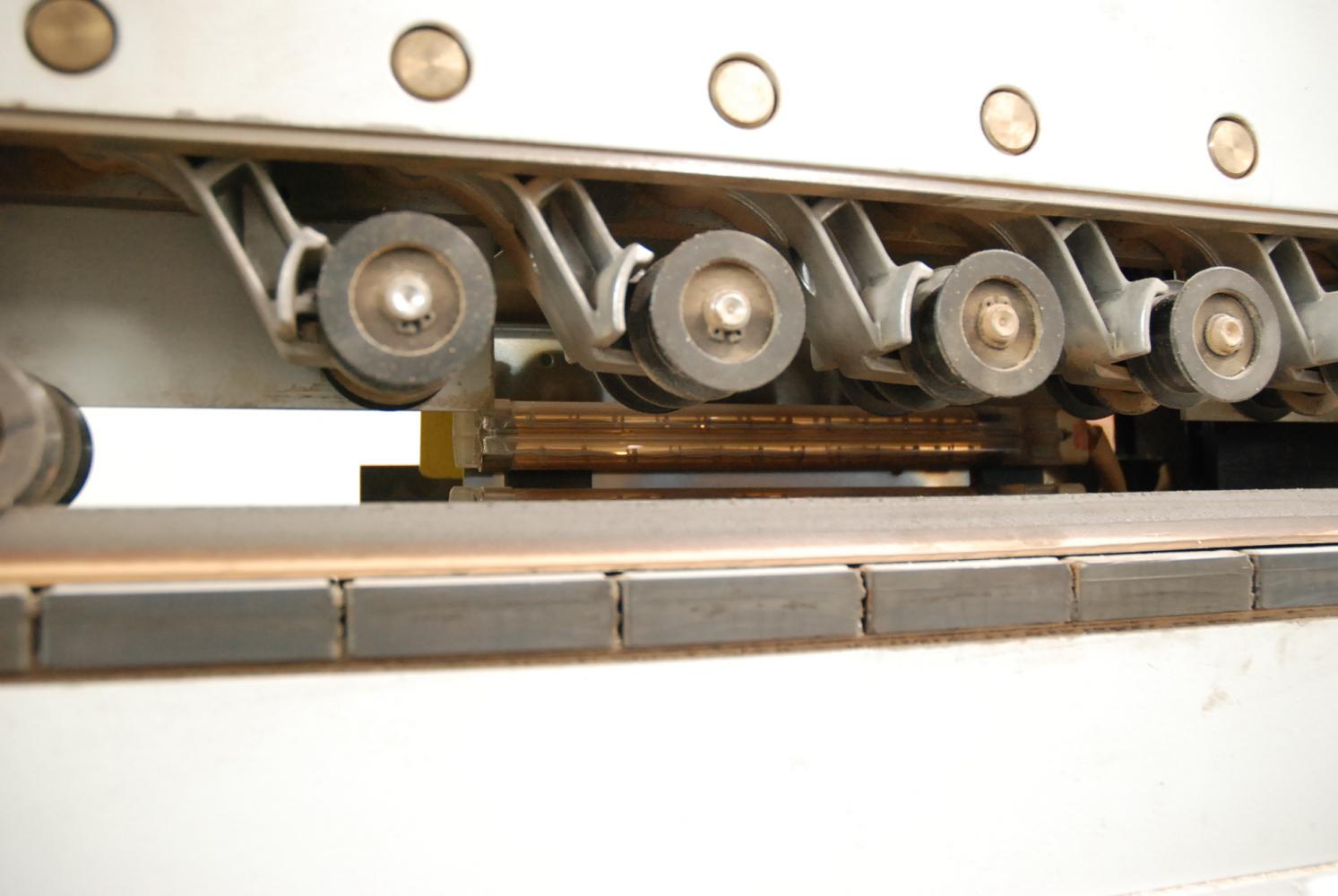
Strefa podgrzania Zespół w strefie wejściowej obrabianego elementu okleiniarek, który służy do podgrzewania krawędzi obrabianego elementu przed oklejeniem. Decydujące znaczenie dla wytrzymałości połączenia klejowego pomiędzy płytą i doklejką ma to, aby klej wniknął w materiał płyty i nie zastygł zbyt szybko. Z tego powodu krawędź elementu może być podgrzewana za pomocą strefy podgrzewania przed strefą klejenia. Strefy wstępnego podgrzewania zastępują w ten sposób powolne nagrzewanie zimnych elementów w warsztacie. Innym sposobem zapobiegania zbyt szybkiemu stygnięciu kleju jest reaktywacja kleju za pomocą promiennika pomiędzy jednostką nakładania kleju a strefą ciśnieniową (60). Firma Brandt stosuje ten system pod nazwą aktywacja kleju na podczerwień. Podgrzewany liniał wprowadzającyW wyniku kontaktu z liniałem wprowadzającym poprzez przesuwanie się po nim, krawędź detalu zostaje podgrzana. Ogrodzenia wejściowe mogą być ogrzewane przez wewnętrzną grzałkę elektryczną (np. IMA) lub przez dmuchawę gorącego powietrza (np. HOLZ-HER). Ten rodzaj strefy podgrzewania występuje głównie w starszych maszynach. Emiter podczerwieniNagrzewanie krawędzi detalu odbywa się bezdotykowo poprzez promieniowanie cieplne. Ten rodzaj strefy wstępnego podgrzewania staje się coraz bardziej powszechny. W zależności od długości fali promieniowania ogrzewane jest powietrze (głównie promieniowanie ciemne, długofalowe) lub materiał obrabiany (głównie promieniowanie jasne, krótkofalowe, rozpoznawalne przez błyszczące światło na wejściu do maszyny). Alternatywne terminy
| zobacz także Ostatnio odwiedzany |
Zdjęcia