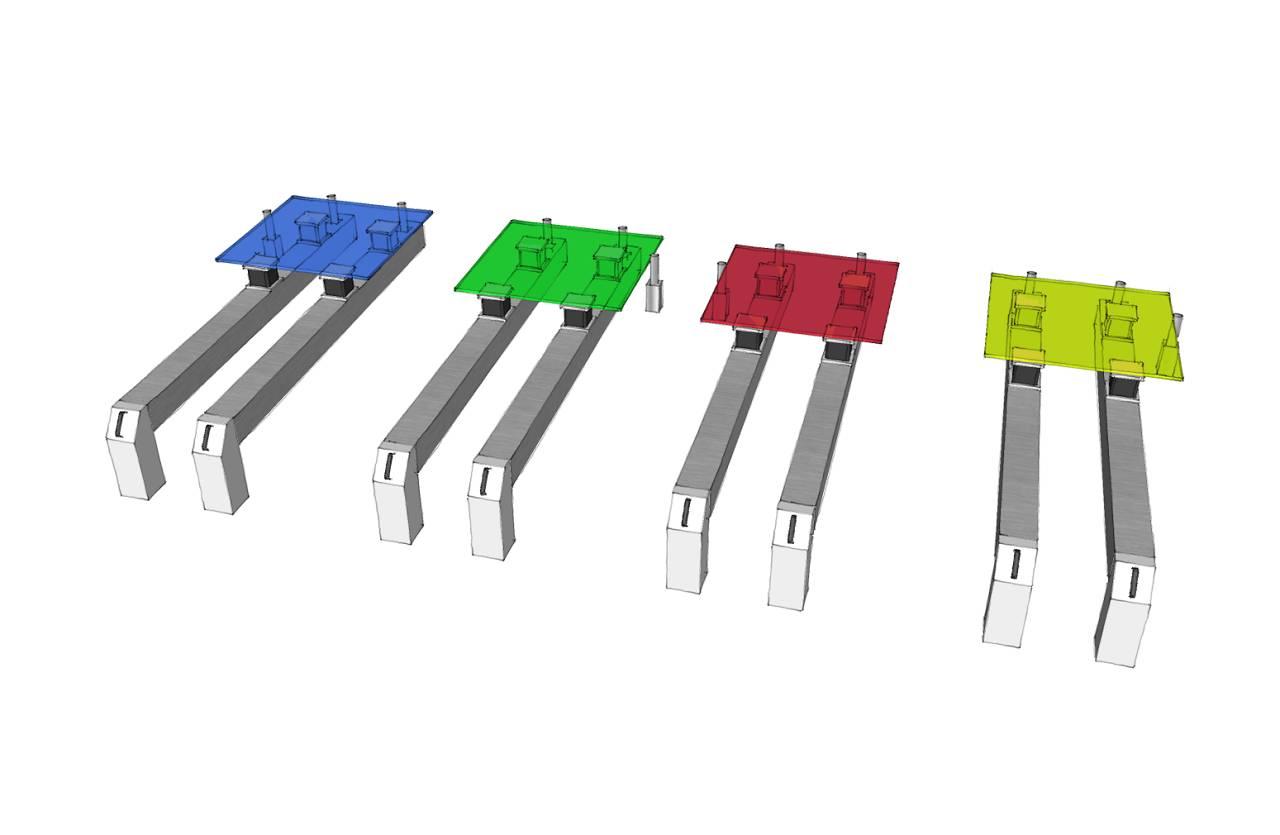
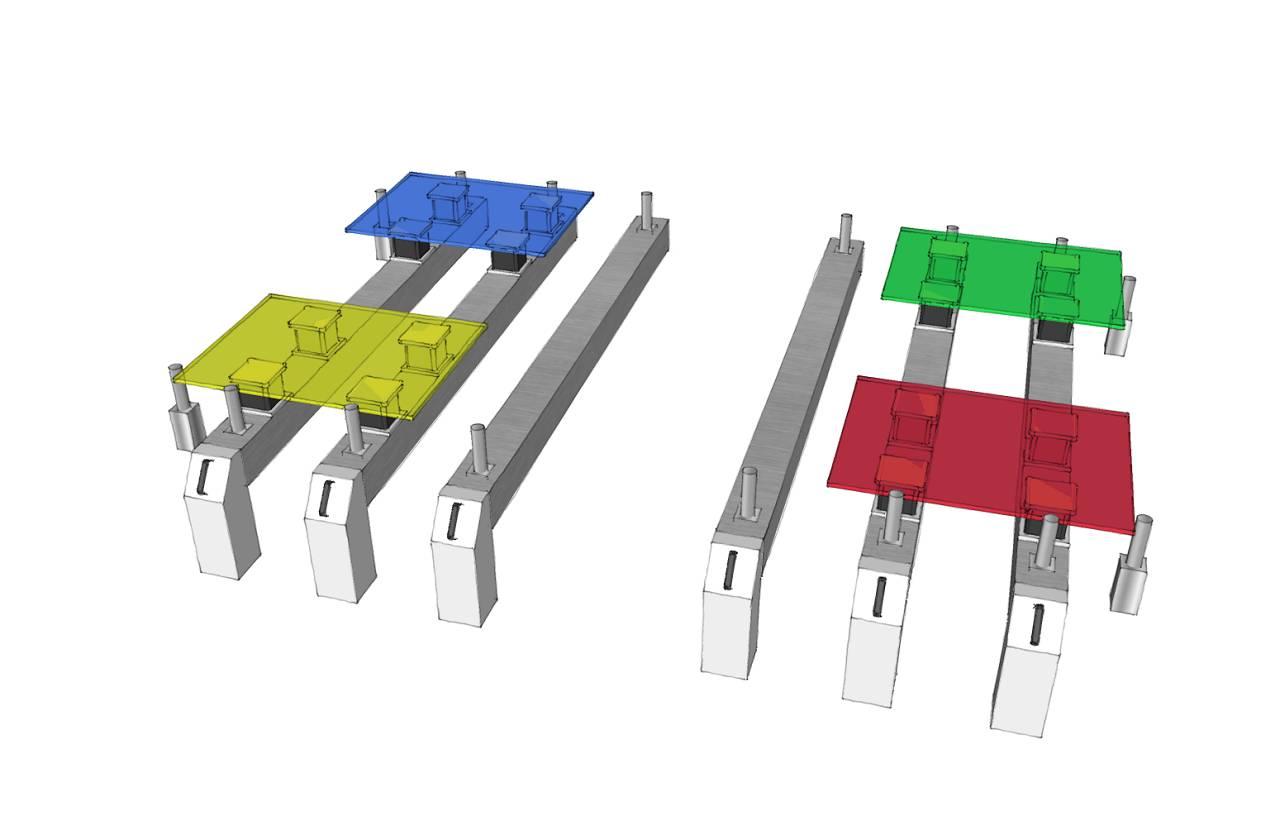
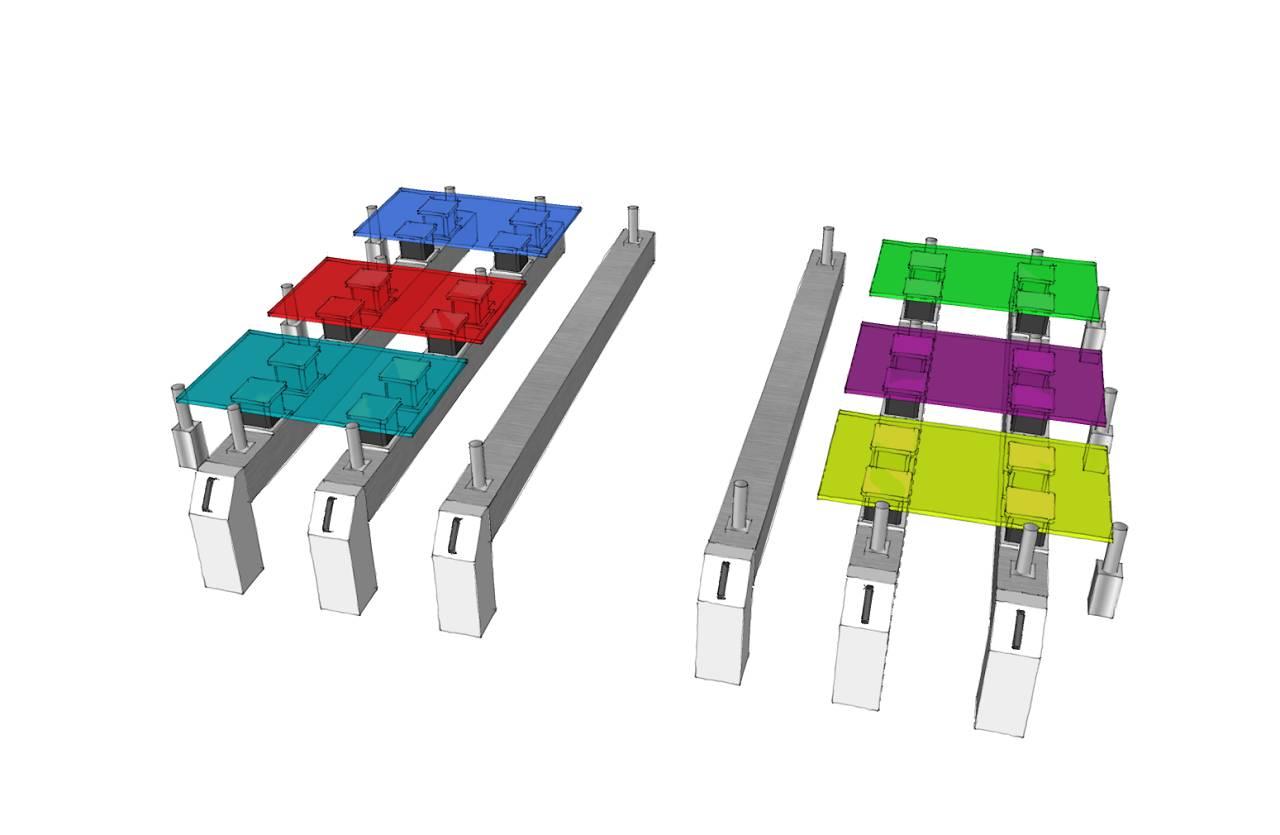
Poradnik CNC | 4 Ograniczniki i pola roboczeNawet maszyna posiadająca trzy rzędy ograniczników i tym samym możliwość umieszczenia obrabianego elementu w sześciu różnych pozycjach, często posiada tylko dwa punkty zerowe obrabianego elementu i dwa pola robocze. Oznacza to, że chociaż można wybrać spośród 6 pozycji, w których ma zostać umieszczony obrabiany przedmiot, to jednocześnie można umieścić tylko 2 przedmioty. Aby umożliwić jednoczesną obróbkę jeszcze większej liczby detali w jednym ustawieniu, zazwyczaj oferowana jest opcja 4-polowa obróbka. Mogą to być cztery zewnętrzne narożniki. Ten układ jest praktyczny w przypadku krótkich maszyn z długą osią Y. Często każde pole robocze posiada również własne zasilanie próżniowe. W tej konfiguracji konieczne byłoby posiadanie dwóch obwodów próżniowych na jednej konsoli. Jest to stosunkowo kosztowne, dlatego częściej spotykany jest inny układ: w tym przypadku jeden ogranicznik znajduje się na środku każdego stołu maszyny. Te środkowe ograniczniki powinny być łatwo demontowalne lub wpuszczane w celu wykorzystania całego stołu maszyny z dużymi przedmiotami obrabianymi. Ułożenie czterech pól roboczych obok siebie oferuje z reguły szczególnie efektywne obłożenie długich stołów maszynowych z wieloma konsolami. Istnieje kilka innych możliwości obróbki wielopolowej, np. obróbka 6-polowa przy zastosowaniu trzech rzędów ograniczników lub obróbka 8-polowa przy zastosowaniu czterech narożników zewnętrznych i dodatkowego ogranicznika środkowego. W takich przypadkach maszyna zazwyczaj nadal posiada tylko dwa oddzielne obwody próżniowe dla każdej połówki maszyny. W połączeniu z dwuobwodowym systemem próżniowym elementy obrabiane mogą być nadal umieszczane pojedynczo. Obróbka wahadłowaSzczególną formą produkcji z kilkoma polami roboczymi jest obróbka wahadłowa. Tutaj produkcja odbywa się po jednej stronie stołu maszyny, podczas gdy ustawianie odbywa się po drugiej stronie stołu. Przy obróbce wahadłowej należy zwrócić uwagę na pewne szczegóły, które mogą znacznie ograniczyć możliwości obróbki. Maszyny wyposażone w urządzenia zabezpieczające, takie jak maty ochronne lub bariery świetlne, posiadają w środku pola roboczego strefę bezpieczeństwa, do której operator nie może w żadnym wypadku wchodzić. W związku z tym obróbka może być wykonywana tylko w takim zakresie, aby okładzina bramy nie mogła nigdy zderzyć się z operatorem w innym obszarze roboczym. Może to spowodować powstanie dużej, nieużytecznej powierzchni na środku stanowiska pracy, która może mieć długość nawet ponad jednego metra. W przypadku odbijaków ta strefa bezpieczeństwa może być znacznie mniejsza, ale z reguły pola robocze są tu również ustalane każdorazowo z połową stołu maszyny. Jednak już od kilku lat różni producenci oferują elastyczne rozwiązanie, w którym jedno pole robocze może być większe od drugiego, w zależności od wymiarów obrabianego przedmiotu, gdy jest ono zajęte. Tylko w ten sposób pole robocze maszyny może być wykorzystywane w sposób całkowicie elastyczny i prawie na całej długości do obróbki wahadłowej. Przy obróbce wahadłowej na pewno należy zwrócić uwagę na jeszcze jedną kwestię: Wiele maszyn może być wyposażonych w magazynki narzędzi zamontowane z boku łoża maszyny. Zmieniacze te nie zawsze są dostępne podczas obróbki wahadłowej, np. gdy magazynek znajduje się po prawej stronie, a obróbka odbywa się aktualnie w lewym polu maszyny. W takim przypadku brama nie może poruszać się w obszarze, w którym znajduje się operator. Oznacza to również, że wymiana narzędzia nie jest możliwa. Dlatego należy zadbać o to, aby na maszynie znajdowała się co najmniej jedna przesuwna zmieniarka narzędzi, jeśli produkcja ma się odbywać w trybie wahadłowym. | zobacz także Ostatnio odwiedzany |
Zdjęcia