Poradnik CNC | 5 Ile wierteł potrzebuje jedna osoba?Stolarze z drewna litego zadają sobie to pytanie rzadziej niż producenci mebli korpusowych. Jednak ci, którzy często muszą wykonywać boki korpusu o długości 2,50 m z ciągłym podwójnym rzędem otworów, z pewnością docenią dużą liczbę wierteł. W tym celu od wielu lat standardem są maszyny z oddzielną jednostką wiercącą. Klasyczna "frezarka CNC" jest obecnie dostępna tylko jako maszyna specjalna. Stosowane obecnie wiertarki często posiadają własną osi Z, co czyni je całkowicie niezależnymi od wrzeciona frezarskiego. Ma to swoje wady i zalety.
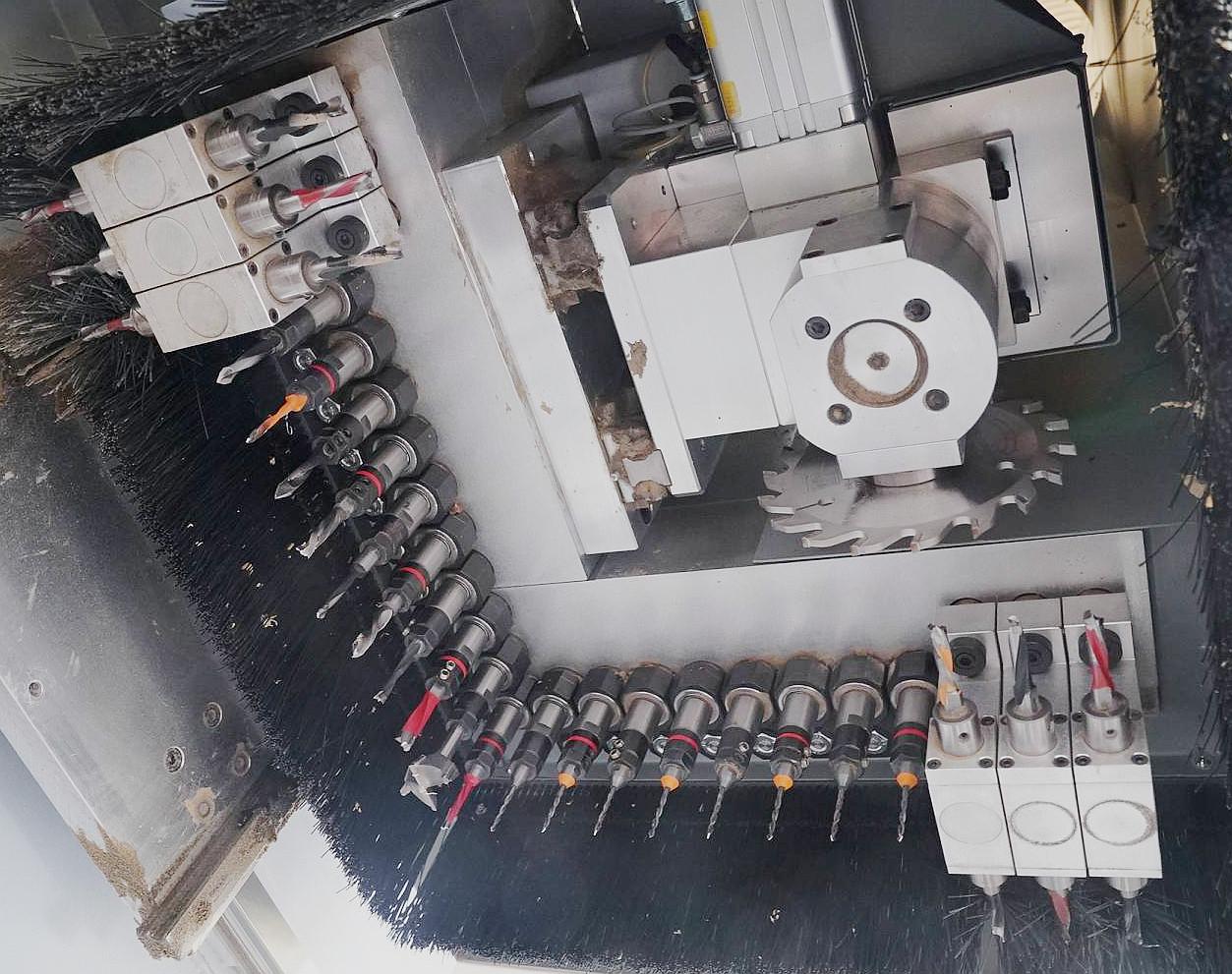
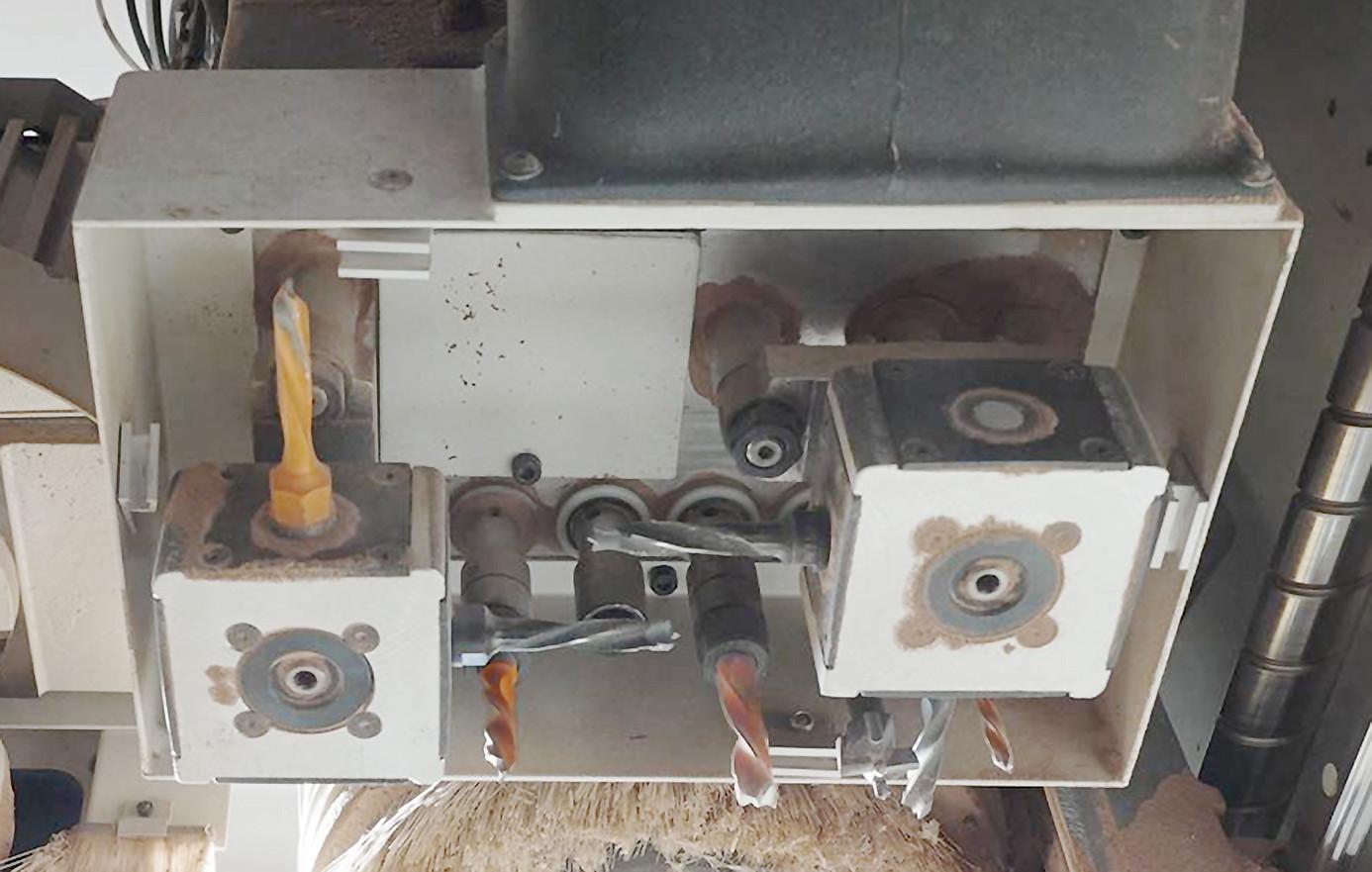
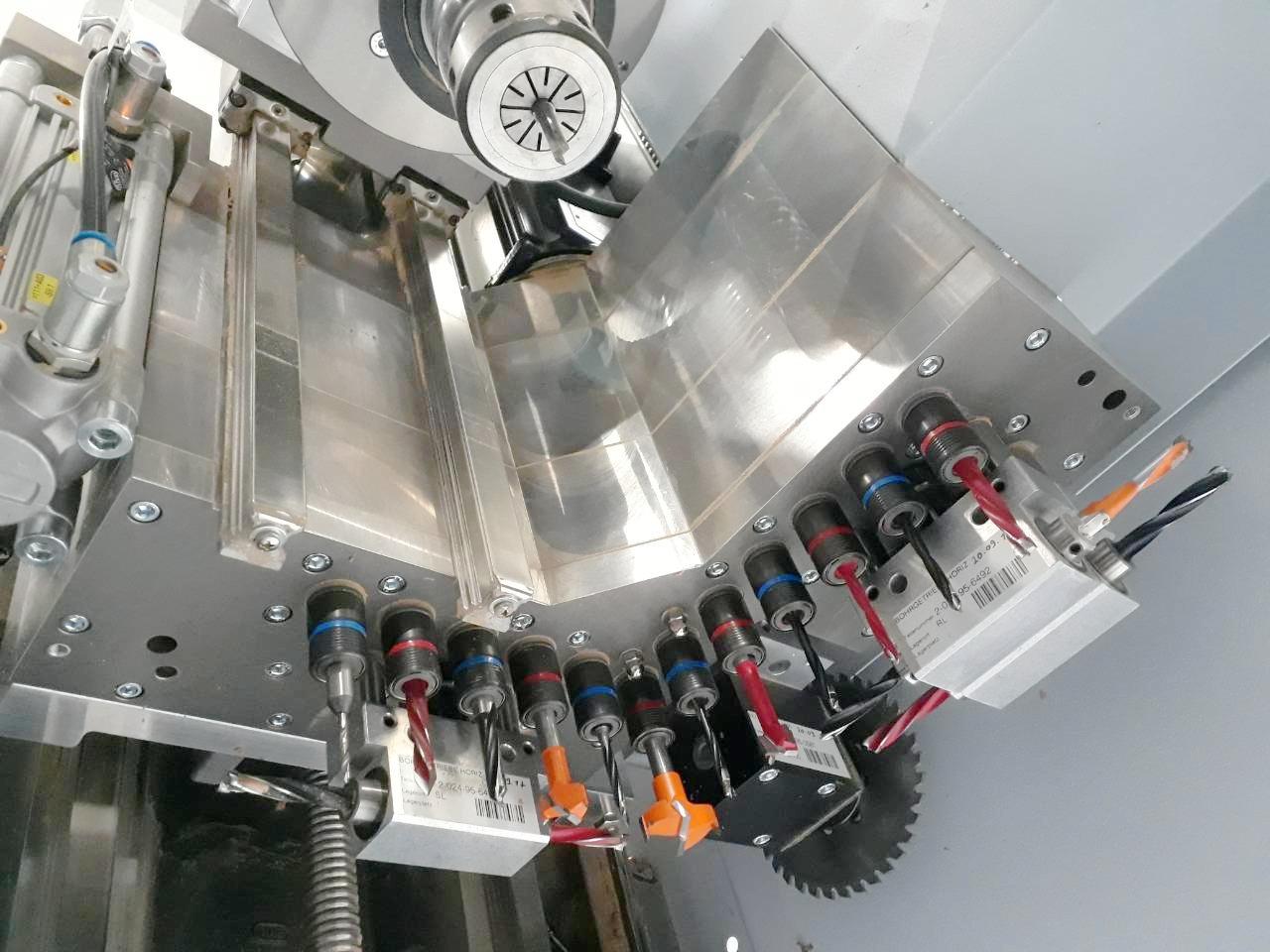
Niektórzy producenci posiadają systemy blokujące wiertła sterowane pneumatycznie w pozycji końcowej, aby umożliwić szybsze cykle wiercenia. W przeciwnym razie, jeśli wiertło zostanie bardzo szybko opuszczone, istnieje ryzyko, że w przypadku "trudnych" materiałów zostanie ono ponownie wciągnięte zanim osiągnie swoją pozycję końcową. Nie ma reguły co do liczby wymaganych ćwiczeń. Zazwyczaj dla jednego modelu maszyny oferowane są różne bloki wiertarskie, z układem wierteł pionowych w kształcie litery L lub T. W tym przypadku wiersz biegnący w kierunku X powinien być w całości wykorzystany dla linii otworów. Więcej wrzecion wiertarskich oznacza wyższe koszty przy zakupie. Koszty te można jednak łatwo zamortyzować, jeśli trzeba wywiercić wiele rzędów otworów, oszczędzając w ten sposób kosztowny czas obróbki. Wiertła ustawione w kierunku Y są najczęściej stosowane do wszystkich innych średnic wierteł (np. wiercenia budowlane). Każde przeładowanie za pomocą wierteł oznacza długi czas ustawiania, a tym samym koszty, dlatego również w tym przypadku lepiej nie oszczędzać w złym miejscu i uwzględnić wszystkie możliwe średnice wierteł. Do wiercenia pod puszki, np. wiertłem 35 mm, wielu producentów oferuje wzmocniony uchwyt wiertła. Jest to wskazane, ponieważ przy takiej średnicy wiertła występują duże siły skrawania, na które w większości przypadków nie są przystosowane powszechnie stosowane przekładnie wiertnicze. Należy również wziąć pod uwagę w przypadku wierteł poziomych, że nie zawsze może być możliwe wywiercenie otworów konstrukcyjnych o tej samej średnicy i dlatego preferowane jest posiadanie co najmniej dwóch par wierteł dostępnych odpowiednio w X i Y. Przy okazji może być cechą jakościową, jeśli wiertła dużej wiertnicy nie są napędzane tylko jednym silnikiem, lecz kilkoma silnikami dla poszczególnych grup bloku wiertniczego. Piła do rowkowania: w bloku wiertarskim, osobno czy jako urządzenie?To pytanie zadają sobie zapewne także przede wszystkim producenci mebli korpusowych. Ponieważ jednak rowek na tylnej ściance oznacza obróbkę na całej długości przedmiotu, może on stanowić znaczną część czasu obróbki. Jeżeli agregat piłujący jest używany tylko do wykonania rowka w tylnej ściance, to prawdopodobnie najbardziej ekonomicznym rozwiązaniem jest urządzenie zintegrowane z blokiem wiertarskim. Jest łatwo dostępny bez konieczności wymiany narzędzi, a jego zakup jest bardzo tani. Jeżeli cięcia muszą być wykonywane często, przydatna może być oddzielnie napędzana, dedykowana jednostka piły w maszynie. Ponieważ koszt takiego urządzenia nie jest bez znaczenia, należy zawsze zwracać uwagę na to, aby maksymalna wysokość cięcia była wystarczająca dla planowanych operacji obróbczych. Ci, którzy wymagają maksymalnej elastyczności i chcą używać agregatu piłującego nie tylko do nutowania ścian tylnych, ale używają go tylko od czasu do czasu, będą woleli wymienny agregat piłujący. Tutaj jednak należy wziąć pod uwagę czasy wymiany narzędzi. Z drugiej strony, cena zakupu agregatu jest niższa niż cena zainstalowanego na stałe agregatu z napędem. | zobacz także Ostatnio odwiedzany |
Zdjęcia