Skrót oznaczający "skomputeryzowane sterowanie numeryczne".
Historia
CNC rozwinęło się z "NC" (numerycznie) sterowanie. W przeciwieństwie do niej, CNC posiada zintegrowany komputer z pamięcią programów, który odczytuje w programach, zapisuje dane o położeniu rzeczywistym i steruje lub reguluje położenia osi.
Maszyny sterowany CNC są stosowane w obróbce drewna od 1968 roku (Shoda NC-111A). Jednak dopiero od czasu wprowadzenia programowanie warsztatowego w latach 80. stały się one znacznie bardziej powszechne.
Pierwszymi maszynami sterowany CNC były routery ze stołem krzyżowym. Maszyny te rozwinęły się później w Centrum obróbcze CNC.
Zastosowanie sterowanie CNC w
Zróżnicowanie w oparciu o typy sterowania
- Sterowanie punktowe (PTP - Point-to-Point): Tutaj osie są przesuwane niezależnie od siebie z pozycji ACTUAL (punkt początkowy) do pozycji SETPOINT (punkt docelowy), bez wpływu sterowania na rodzaj ruchu. Ten rodzaj sterowania jest zwykle stosowany na wiertarkach CNC.
- sterowanie linii: Tutaj każda z osi może być sterowana w oparciu sposobu jej posuwu. Jednakże interpolacja między osiami nie jest możliwa. W obróbce drewna sterowanie to jest stosowane głównie w okleiniarkach jednostronnych (i innych maszynach przelotowych) do dokładnej regulacji czasu pracy agregatów. W centrach obróbczych CNC, sterowanie liniowe znajduje się w Ustawieniu osi.
- Sterowanie toru: Tutaj istniejące osie są interpolowane ze sobą tak, że możliwe są dowolne ścieżki.
Zróżnicowanie w oparciu o ilość osi
- 2 1/2 Maszyna osiowa (obecnie rzadko używana): Istnieją 2 osie interpolujące (X i Y), trzecia oś (Z) ma pneumatyczny skok. Różne głębokości robocze mogą być realizowane za przez różnych ograniczników, np. za pomocą wieżyczki zatrzymującej.
- Maszyna 3-osiowa: Są 3 sterowane Osie linealne X, Y i Z . Narzędzie może dotrzeć do dowolnego punktu w obszarze roboczym, ale nie może zmienić swojej płaszczyzny roboczej i tym samym kąta względem elementu.
- 3 1/maszyna 2- i 4-osiowa: Oprócz oś linealnej, istnieje jeszcze jedna oś obrotowa. Może być zaprojektowana jako ustawienie osi (3 1/2 osie) lub jako oś interpolująca (4 osie). W większości przypadków jako 4. oś używa się Osi C aby móc wykonywać obróbkę poziomą pod różnymi kątami lub wykonywać przekroje pod różnymi kątami za pomocą adaptera do agregatu.
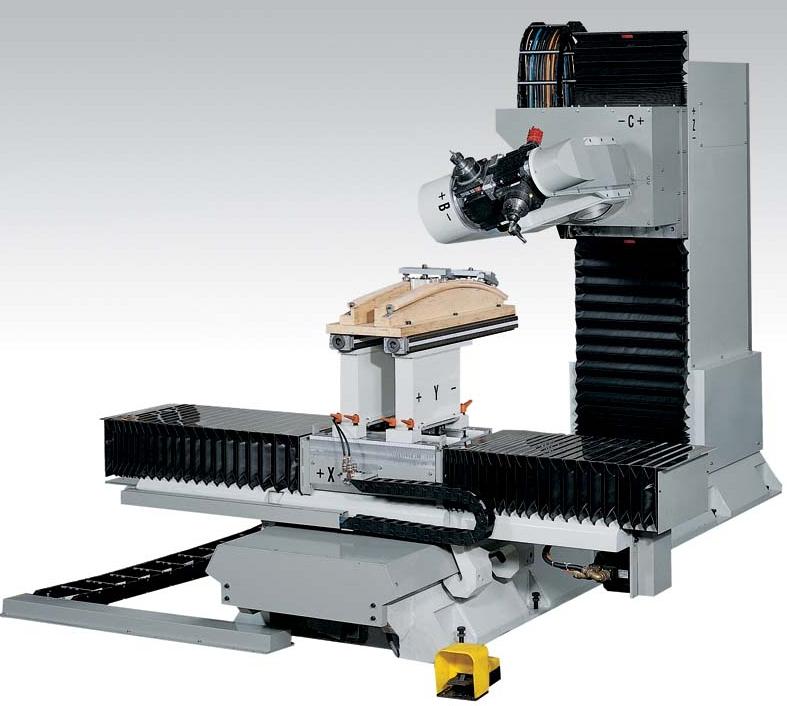
- Maszyna 5-osiowa: Aby osiągnąć dowolny punkt w zakresie roboczym i to pod dowolnym kątem narzędzia w stosunku do element, potrzebne jest 5 osi. W praktyce zazwyczaj istnieją ograniczenia, ponieważ stół maszyny często uniemożliwia obróbkę np. od dołu.
 und OSAI (2011)
Źródło: Höchsmann GmbH")