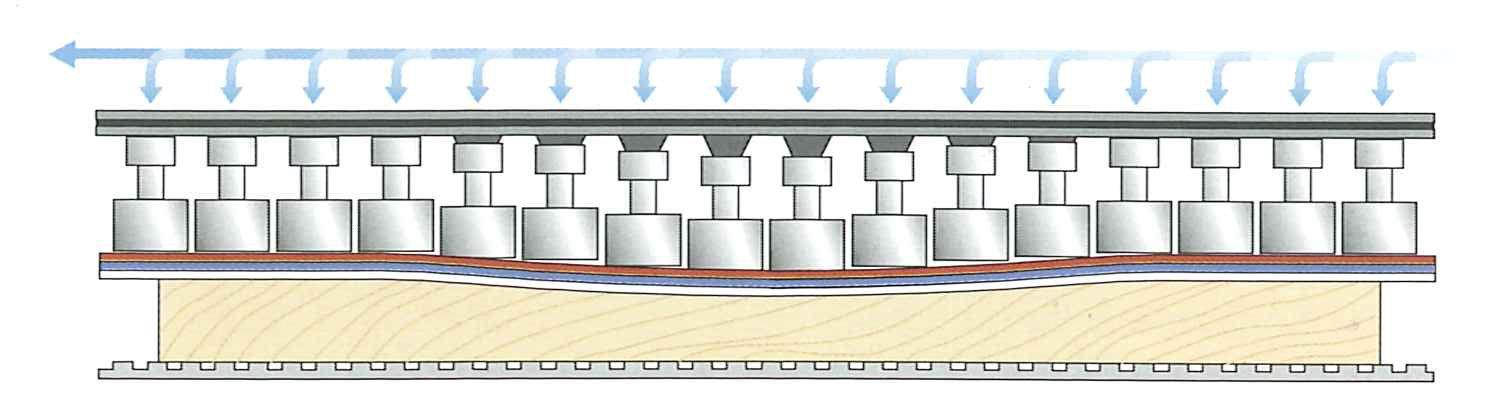
Przeszlifowanie Szlifowana powierzchnia jest całkowicie usuwana przez proces szlifowania. Dzieje się to szczególnie szybko w przypadku cienkich powłok powierzchniowych, takich jak lakiery i forniry. Przyczyną tego może być nierówność obrabianego przedmiotu przy równomiernym kontakcie z materiałem ściernym. Na podniesione miejsca działa większy nacisk niż na pozostałą powierzchnię. W ten sposób uzyskuje się większą ilość usuwanych wiórów, co może prowadzić do przeszlifowania. Szlifowanie powierzchni płaskichRozwiązaniem tego problemu jest taki nacisk na szlifowanie, który jest taki sam w każdym punkcie obrabianego przedmiotu. Można to osiągnąć za pomocą następujących środków:
Obszar problemowy krawędź detaluKrytyczne są również krawędzie obrabianego przedmiotu. W tych miejscach materiał ścierny nie leży już zupełnie płasko, lecz lekko "opływa" krawędź, powodując jej "zaokrąglenie". Szlifowaniu przez krawędzie obrabianego przedmiotu można zapobiec za pomocą następujących urządzeń:
| zobacz także Ostatnio odwiedzany |
Zdjęcia