Opcjonalny pionowy agregat piłujący (taktowany) do wzdłużnego cięcia listew przyszybowych na strugarkach czterostronnych lub centrach kątowych w produkcji okien drewnianych.
- Ułożone jako ostatnia jednostka pozioma, taktowana osiowo w połączeniu z prowadnicą listew przyszybowych i rynną zsypową lub wyrzutnikiem.
Historia
- W latach 80-tych profilowanie i oddzielanie listew przyszybowych od wewnętrznego profilu skrzydła odbywało się z reguły na urządzeniu kątowym, albo trzeba było kosztownie przestawiać strugarki i frezarki pomiędzy struganiem kantówek z oddzielaniem listew przyszybowych i bez. Zostało to wyeliminowane, gdy na rynku pojawiły się maszyny z kontrolowanym indeksowaniem osiowym, co było również spowodowane ogólnym przejściem na metodę produkcji komisowej.
- Od początku lat 90-tych technologia ta, profilowania i cięcia listew przyszybowych już w trakcie strugania kantówki, zadomowiła się na strugarce i frezarce w budownictwie okien drewnianych. Technologia ta była często sprzedawana zwłaszcza z maszyną rzemieślniczą Profimat 23 firmy WEINIG.
Podstawą tej koncepcji jest konieczność zastosowania dodatkowych listew przyszybowych ze względu na wady drewna. Z 8 kantówek okiennych potrzebnych do wykonania okna drewnianego można teoretycznie wyciąć do 7 listew przyszybowych. Dzięki nowej koncepcji mamy również z bocznego i górnego drewna ramy wycięte gotowe profilowane listwy przyszybowe.
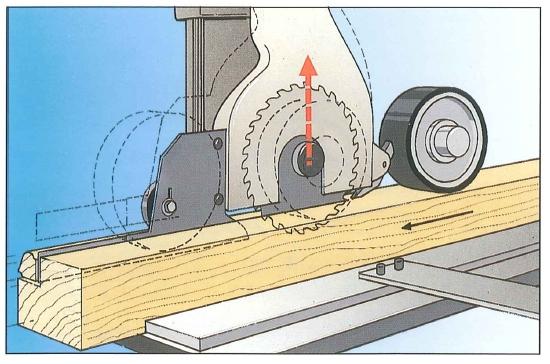
- Na prawym i górnym wrzecionie zastosowano kombinacje głowicy strugającej, piły i frezu profilowego. Poprzez osiowe taktowanie wrzecion można było wystrugać kantówki z czterech stron lub wyprofilować i wyciąć listwę przyszybową, odpowiednio za górnym wrzecionem znajduje się dodatkowy agregat piłujący, za pomocą którego wycinanie zostało zakończone. Za pomocą prowadnic listew szklarskich i zsuwni lub wyrzutników listwy szklarskie były oddzielane od kantówki na wylocie z maszyny.
- Koncepcja ta została również przyjęta przez firmę SCM na maszynie Superset 23.
- Od połowy lat 90-tych, począwszy od serii Unimat 23 E, WEINIG zmienił koncepcję i rozdzielał tylko nieprofilowane szprosy kwadratowe, ponieważ stale rosnąca liczba różnych grubości listew przyszybowych i profili powodowała ogromne wydłużenie czasu przezbrajania z powodu wymiany narzędzi. Dalsza obróbka tych listew przyszybowych wymaga wprawdzie dodatkowej operacji profilowania, ale ma tę zaletę, że zawsze dostępna jest wystarczająca ilość listew przyszybowych wysokiej jakości (wstępne sortowanie listew).