Agregat dlya snyatiya prodol'nykh svesov
This is a machine translation.
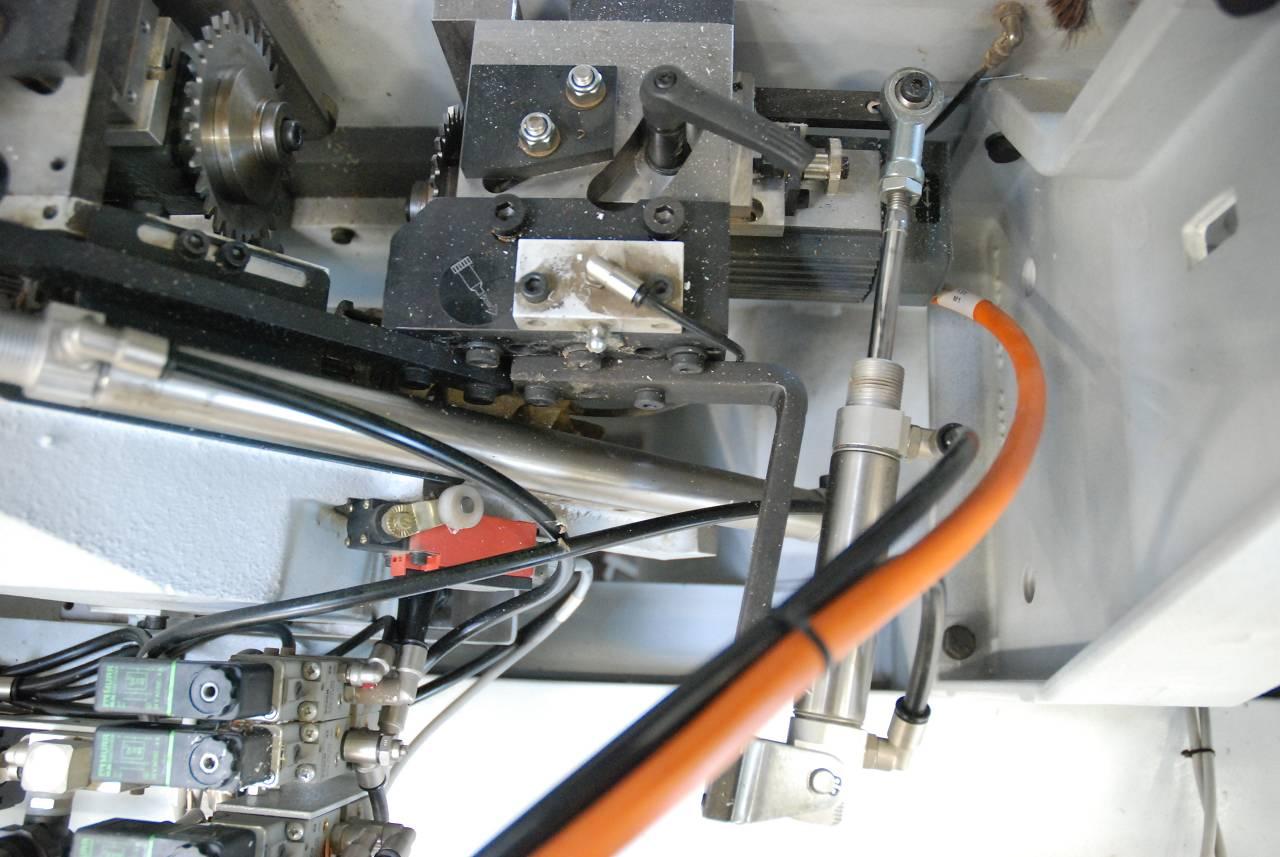
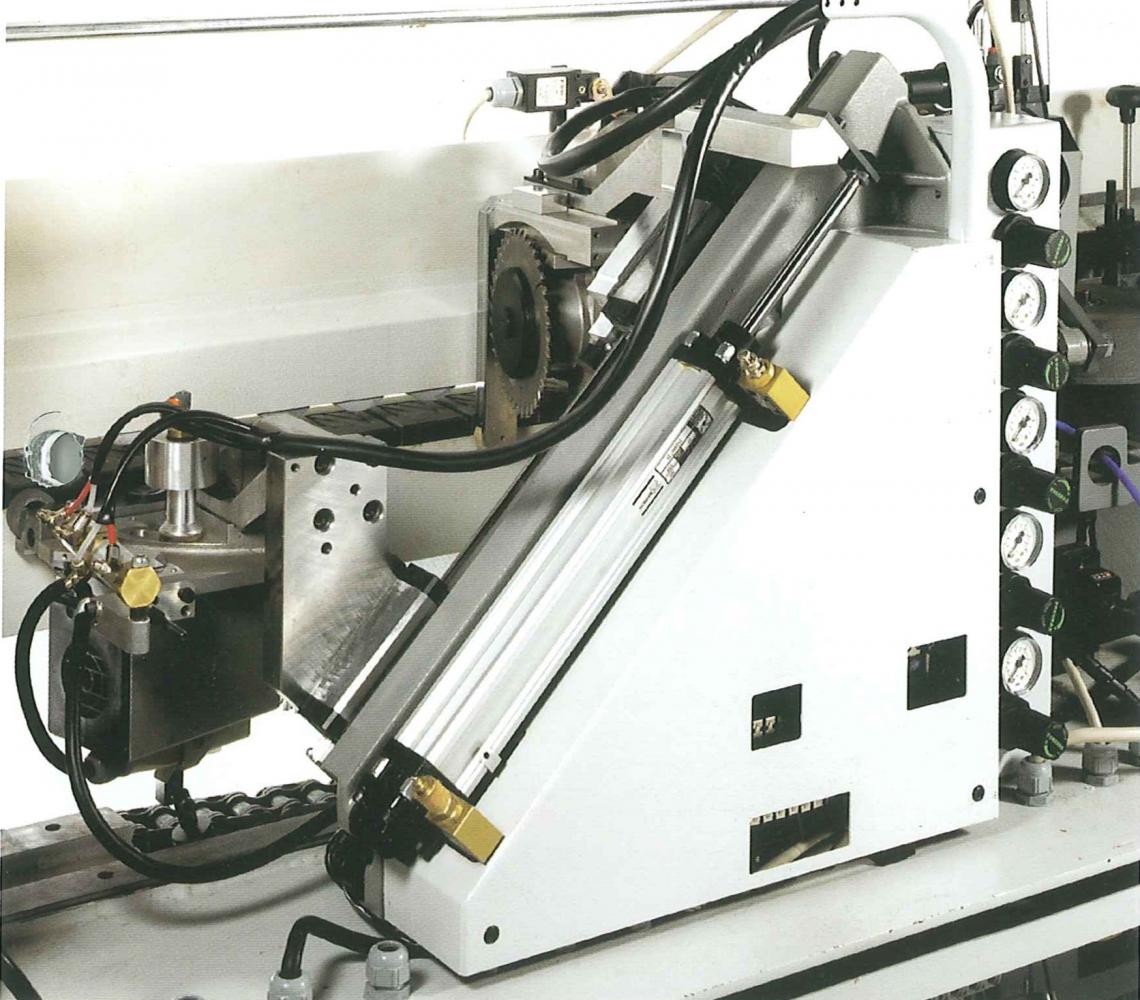
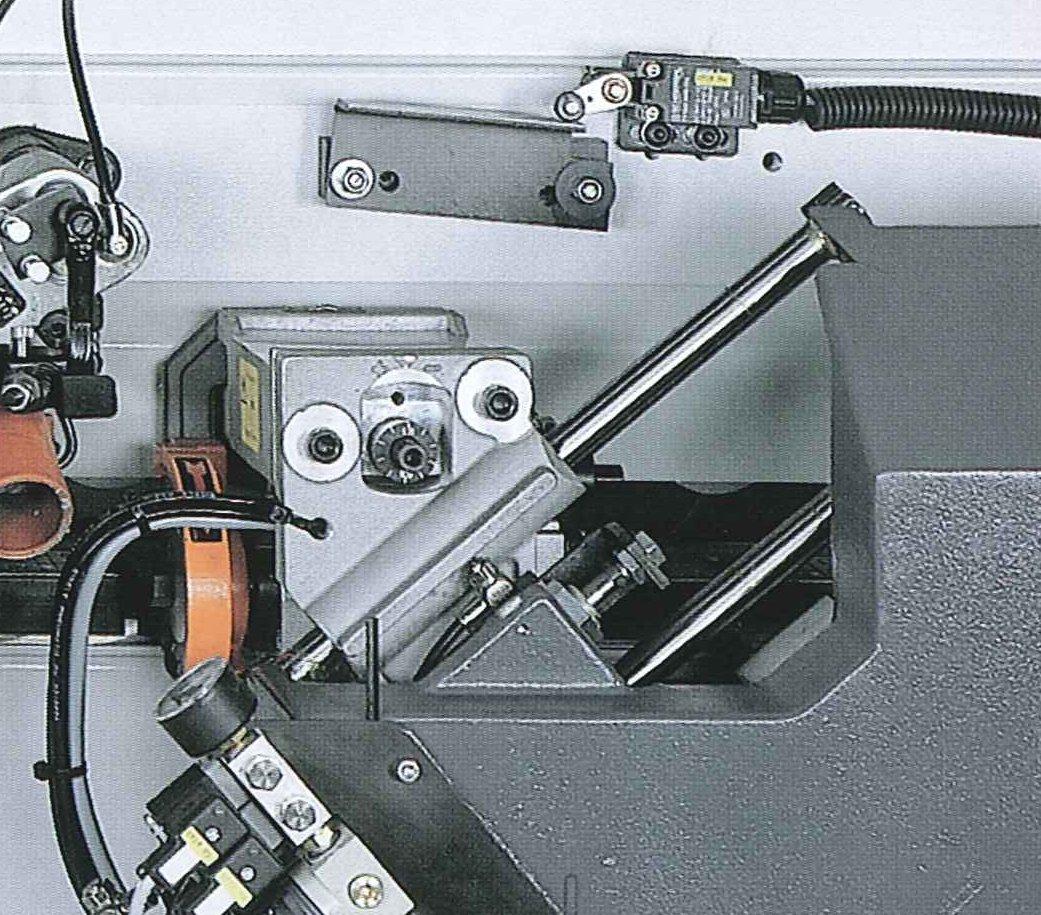
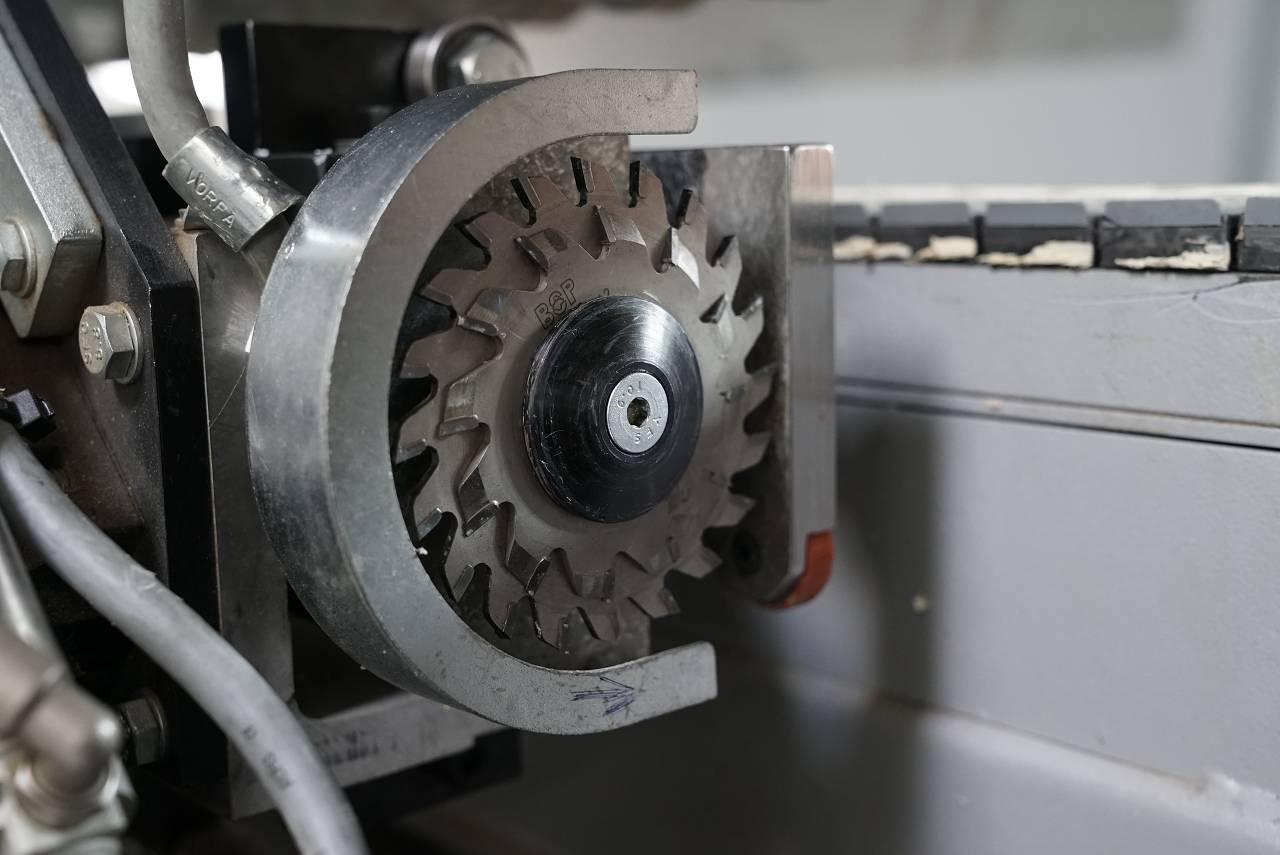
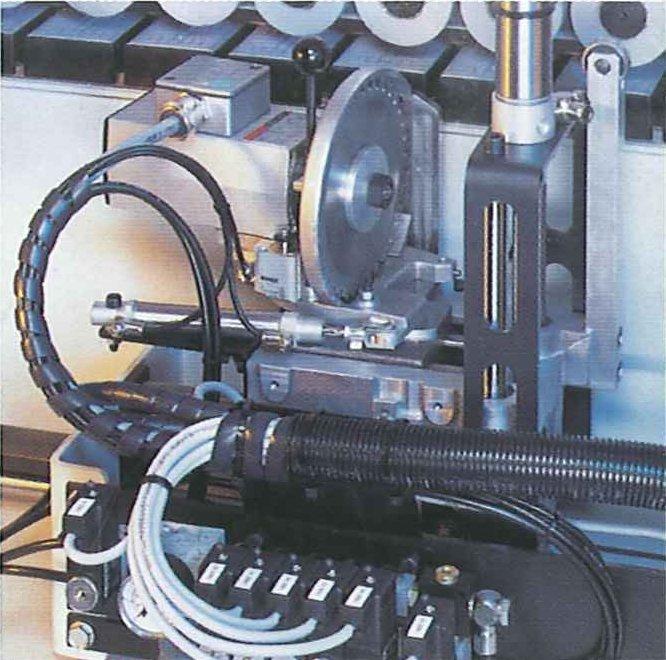
       Постпроцессорный блок на Кромкооблицовочные станки для скрытого приклеивания переднего и заднего свеса. После приклеивания кромочного материала его необходимо обрезать заподлицо. Это делается с помощью agregat dlya snyatiya prodol'nykh svesov. Исключение составляют станки некоторых производителей, которые уже вырезают кромкооблицовочный материал из ролики с помощью пневматические ножницы можно резать заподлицо, например, на станках BiesseEdge с "BIESSEBIESSE Edge-Control" edge-Control на станках, которые фреза для копирования углов клейкую кромку фреза для копирования углов с угловым копировальным аппаратом, например, ФРЕЗЫ 1411-1 от HOLZ-HER или QUADROMAT R3 от IMA. Технологический процессКак правило, клеенаноситель сначала наносятся на противоположные края заготовки и вырезаются заподлицо с заготовкой прямой разрезом под углом 90° к направлению подачи. При распиловке излишков клея с двух оставшихся сторон существует опасность запиливания в первую клеенаноситель. Чтобы избежать этого, двигатели agregat dlya snyatiya prodol'nykh svesov поворачиваются на угол до 30° для конической резки. Поворот ручной или пневматический. СтруктураСложность обрезки кромок заключается в том, что движение торцовочная пила происходит под прямым углом (вертикальный или горизонтальный) к движению подачи заготовка. По этой причине торцовочная пила должны двигаться вместе с заготовка. Технически это вертикально-горизонтальное движение реализуется разными способами.:
Что касается максимально возможной скорости подачи кромкооблицовочный станок, то из-за этих противоположных движений agregat dlya snyatiya prodol'nykh svesov часто являются ограничивающим фактором. Следующие характеристики определяют скорость процесса перекрёстной резки:
Варианты |
Фотографии и видео