Сокращение от "компьютеризированное числовое управлениечисловой".
История
УЧПУ является производным от "NC" (числовой числовой)управление. В отличие от этого ЧПУ имеет встроенный компьютер с программной памятью, который считывает в программах, получает данные о фактическом положении и управляет или регулирует положение осей.
Станки чПУ применяются в деревообработке с 1968 года (Shoda NC-111A). Однако только после введения в 1980-е годы программирование, ориентированных на мастерские, они стали значительно шире распространяться.
Первыми станками чПУ были фрезерные станки с крестообразный стол. От этих станков сегодня, как обычно, в деревообрабатывающей промышленности деревообрабатывающий центр с ЧПУ вон.
Использование ЧПУ в
Дифференциация по типам управления
- Позиционное управление (PTP - Point-to-Point): Здесь оси передвигаться независимо друг от друга от АКТУАЛЬНОЙ позиции (начальная точка) до позиции SETPOINT (конечная точка), при этом управление не оказывает никакого влияния на тип движения. Этот тип управление обычно используется на сверлильный станок с ЧПУ.
- управление участком: Здесь каждая из оси может управляемый в своем движении. Однако интерполяция между оси невозможна. В деревообработке эта управление в основном используется в кромкооблицовочные станки (и других станок проходного типа) для точной настройки времени работы агрегаты. В обрабатывающие центры с ЧПУ управление участком в следующих направлениях Позиционная ось.
- Управление лентой: Здесь существующие оси интерполируются друг с другом, так что любые пути возможны.
Дифференциация по количество оси
- 2 1/2 Осевая машина (сегодня почти не используется): Имеются 2 интерполирующие оси (X и Y), третья ось (Z) имеет пневматический ход подачи. Различная рабочая глубина может быть реализована разными упорами, например, с помощью стоп-башни.
- 3-осевой станок: Есть 3 управляемый линейная ось X, Y и Z доступны. Инструмент может достигать любой точки в пределах рабочей зоны, но не может изменять свою рабочую плоскость и, следовательно, угол наклона к заготовка.
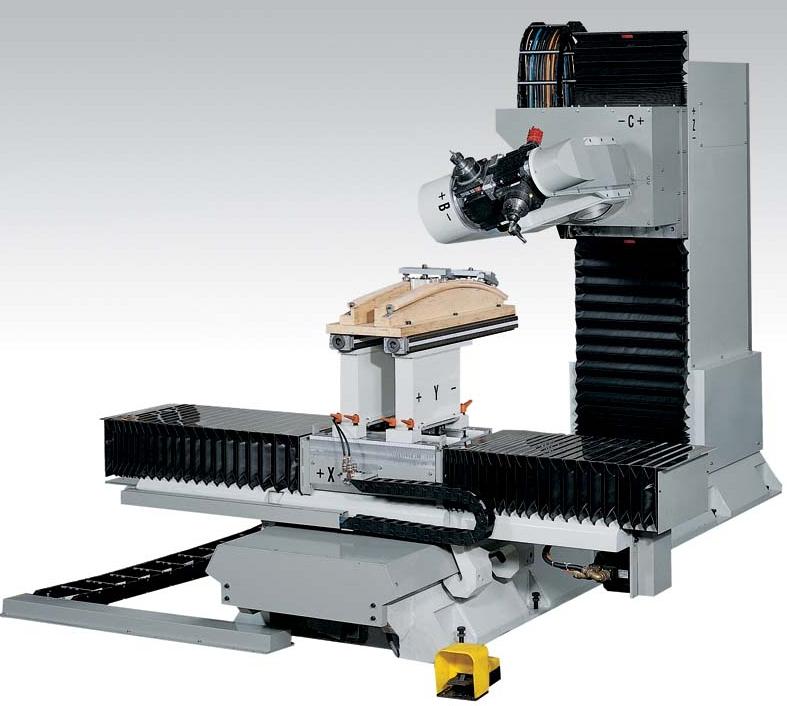
- 3 1/2-х и 4-х осевой станок: В дополнение к линейная ось имеется еще одна ось вращения. Она может быть сконструирована как позиционная ось (3 1/2 оси) или как интерполирующая ось (4 оси). В основном вы найдете как 4-я ось a с-ось чтобы иметь возможность выполнять горизонтальный обработка под различные углами или осуществлять пропилы под различные углами с помощью агрегат адаптор.
- 5-осевая машина: Для достижения любой точки в пределах рабочий диапазон, а также под любым углом инструмента к заготовка, необходимо 5 оси. На практике, как правило, существуют ограничения, так как, например, питающий ленточный транспортер часто не позволяет обработка внизу.
 und OSAI (2011)
Источник: Höchsmann GmbH")