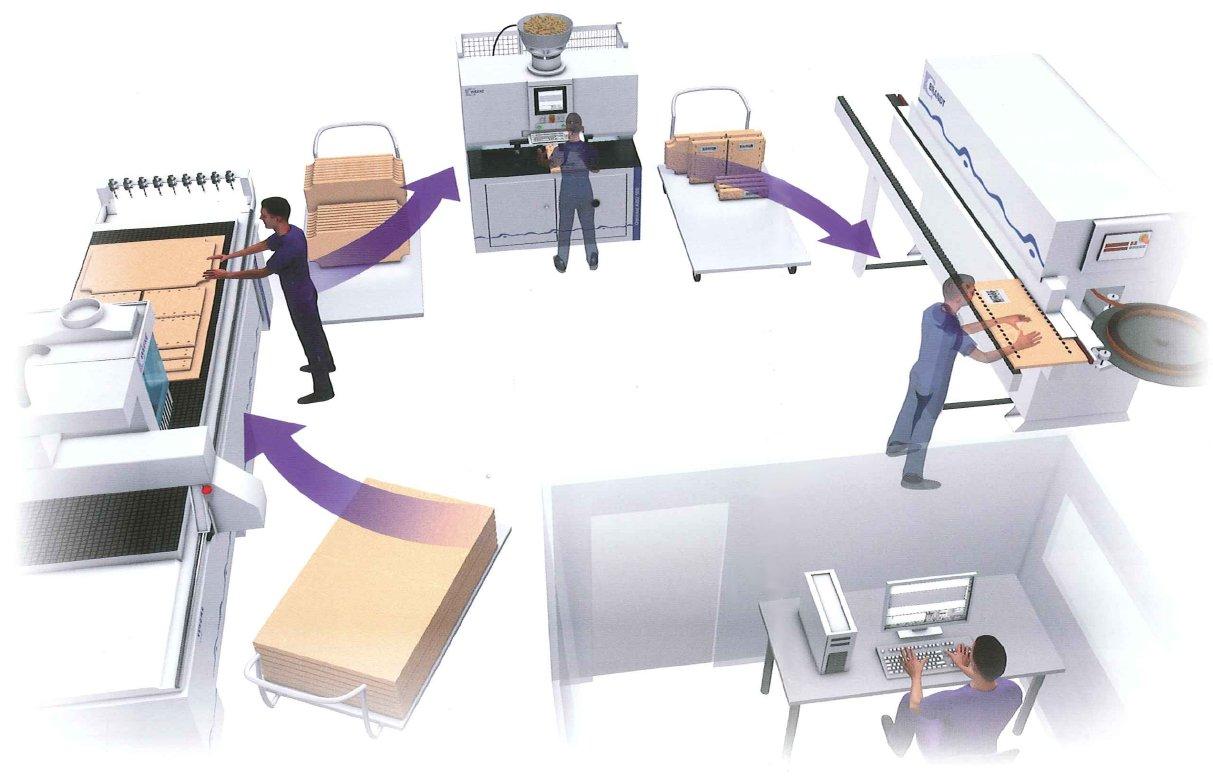
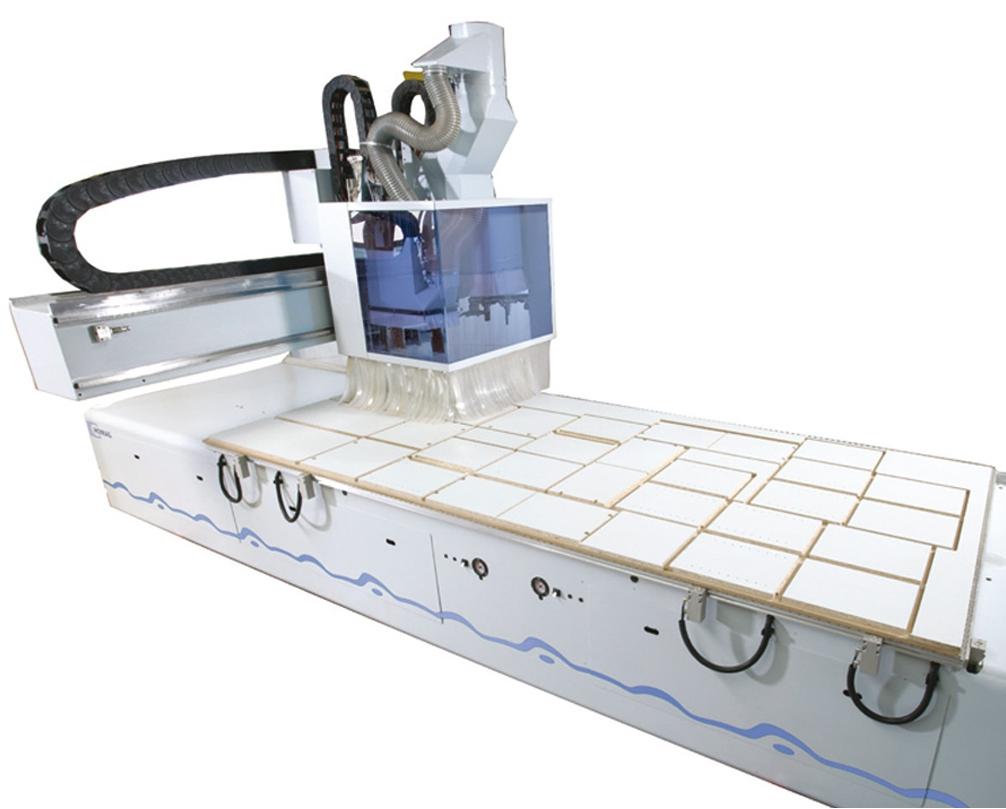
Nesting Attrezzatura speciali dei centro di lavoro CNC per tecnologia di nesting. Caratteristiche di attrezzaturaIl nesting solito richiede un Generazione del vuoto e un tavola a griglia o un tavolo speciale, adatto per alte capacità di vuoto. Di solito è anche necessario utilizzare uno speciale software di nesting, che rende questo procedimento efficiente. Alcune macchine sono anche dotate di periferiche per alimentazione e lo scarico automatico, appositamente progettate per applicazioni di nesting (ad esempio dispositivi automatico a spinta, dispositivi per il posizionamento automatico del Pannello di protezione dispositivi di caricamento automatico). Tecnologia di nidificazione nella produzione di mobiliLa tecnologia di nidificazione in realtà ha avuto origine nell'industria della pelle, dove il problema era quello di nidificare i modelli nel modo più efficiente possibile su materie prime di forma diversa (pelli di animali). Nell'industria del mobile, con l'emergere della tendenza di un numero sempre maggiore di mobili singoli e quindi di dimensioni lotti sempre più piccoli fino alla dimensione lotto 1, la necessità di soluzioni individuali è diventata maggiore. A Sezionatrice può essere utilizzato in modo particolarmente efficiente se è possibile tagliare in confezioni con le stesse larghezze di nastro. Se i formati dei singoli pezzi da produrre sono molto diversi e, inoltre, di forma irregolare, una sezionatrice panelli è possibile solo con molti scarti e quindi molto inefficiente. Con la tecnologia di nesting, le singole parti da produrre vengono ora "annidate" su una scheda di grande formato in modo tale che non ci siano quasi più sprechi. Ciò è possibile solo con programmi per computer. Tuttavia, un modello di questo tipo non può più essere prodotto con una sezionatrici a panello orizzontali, ma deve essere fresato su una macchina stazionario. Problemi di questa procedimento
Altre tecnologie di nesting si basano sul posizionamento dei grandi formati da dividere direttamente sulla piano di lavoro, ma non fresano completamente attraverso di essi. Il pezzo di lavoro viene poi automatico girato e fresato dall'altro lato. Tuttavia, la tornitura e il riposizionamento del pannello devono essere assolutamente precisi, in modo che non sia necessaria una post-elaborazione della superficie stretta (bordi del pezzo). A causa dell'elevato impegno tecnico, questa soluzione non è ancora riuscita ad affermarsi. Un'altra soluzione è quella di fresare le pannelli fino a pochi decimi di millimetro e poi montare il ponte sottile su un Levigatrice calibratrice è levigato. Anche questa soluzione non è stata finora in grado di affermarsi perché l'affidabilità del processo non è sufficientemente elevata.
Ulteriori termini
|
immagini