Abkürzung für 'Computerized numerical control' (englisch für 'rechner- oder computerbasierte numerische Steuerung')
Historie
Hervorgegangen ist die CNC aus der 'NC' (numerische Steuerung). Im Gegensatz zu dieser hat die CNC einen integrierten Computer mit Programmspeicher, welcher Programme einliest, IST-Positionsdaten erfasst und Achspositionen steuert oder regelt.
CNC-gesteuerte Maschinen sind seit 1968 (Shoda NC-111A) in der Holzbearbeitung im Einsatz. Doch erst seit Einführung der werkstattorientierten Programmierung in den 80er Jahren fanden sie eine nennenswerte Verbreitung.
Die ersten CNC-gesteuerten Maschinen waren Oberfräsen mit Kreuztisch. Aus diesen Maschinen ging später das heute in der Holzbearbeitung übliche CNC-Bearbeitungszentrum hervor.
Einsatz einer CNC-Steuerung in
Unterscheidung anhand der Steuerungsarten
- Punktsteuerung (PTP - Point-to-Point): Hier werden die Achsen unabhängig voneinander jeweils von einer IST-Position (Startpunkt) zu einer SOLL-Position (Zielpunkt) verfahren, ohne dass die Steuerung Einfluss auf die Art der Verfahrbewegung hat. Diese Art der Steuerung findet üblicherweise bei CNC- Bohrmaschinen Verwendung.
- Streckensteuerung: Hier kann jede der Achsen in der Art ihrer Vorschubbewegung gesteuert werden. Es ist jedoch keine Interpolation zwischen den Achsen möglich. Diese Steuerung findet in der Holzbearbeitung hauptsächlich bei Kantenanleimmaschinen (und anderen Durchlaufmaschinen) Verwendung, um die exakten Einsatzzeiten der Aggregate abzustimmen. Bei CNC-Bearbeitungszentren findet man eine Streckensteuerung bei Stellachsen.
- Bahnsteuerung: Hier werden die vorhandenen Achsen miteinander interpoliert, sodass beliebige Bahnen möglich sind.
Unterscheidung anhand der Anzahl der Achsen
- 2 1/2 Achs-Maschine (heute kaum noch gebräuchlich): Es sind 2 interpolierende Achsen (X und Y) vorhanden, die dritte Achse (Z) hat einen pneumatischen Vorlegehub. Durch unterschiedliche Anschläge z.B. mittels Anschlagrevolver werden unterschiedliche Arbeitstiefen realisiert.
- 3-Achs-Maschine: Es sind 3 gesteuerte Linearachsen X,Y und Z vorhanden. Das Werkzeug kann jeden beliebigen Punkt innerhalb des Arbeitsraumes erreichen, kann jedoch seine Arbeitsebene und damit den Winkel zum Werkstück nicht verändern.
- 3 1/2-Achs und 4-Achs-Maschine: Zusätzlich zu den Linearachsen gibt es noch eine weitere Drehachse. Diese kann als Stellachse (3 1/2 Achsen) oder als interpolierende Achse (4 Achsen) ausgeführt sein. Meist findet man als 4.Achse eine C-Achse um horizontale Bearbeitungen in verschiedenen Winkeln durchführen zu können oder mittels Adapteraggregat Sägeschnitte in verschiedenen Winkeln zu realisieren.
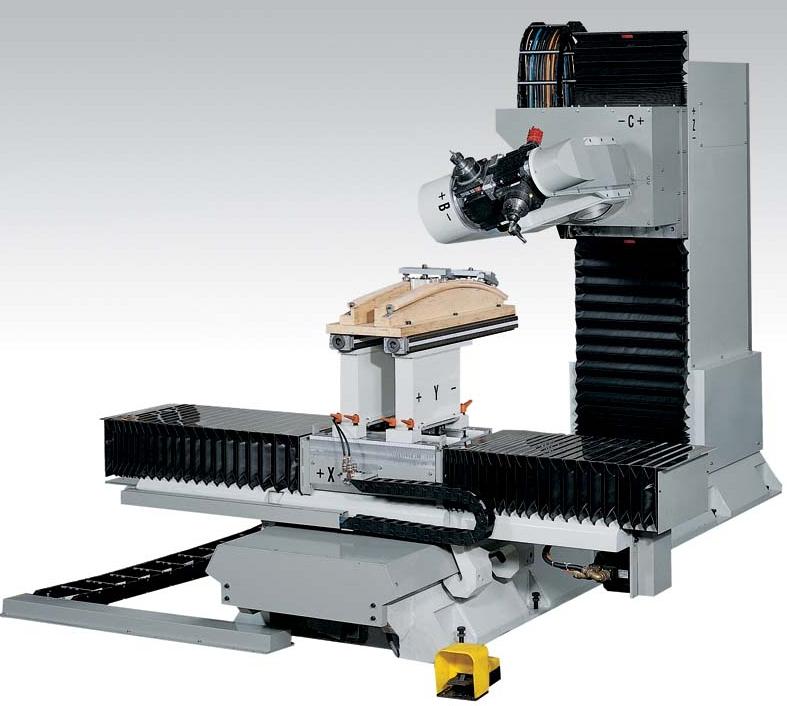
- 5-Achs-Maschine: Um jeden Punkt innerhalb des Arbeitsbereiches erreichen zu können und dies mit jedem beliebigen Winkel des Werkzeugs zum Werkstück sind 5 Achsen notwendig. In der Praxis gibt es meist Einschränkungen, da der Maschinentisch z.B. oft eine Bearbeitung von unten verhindert.
 und OSAI (2011)
Quelle: Höchsmann GmbH")