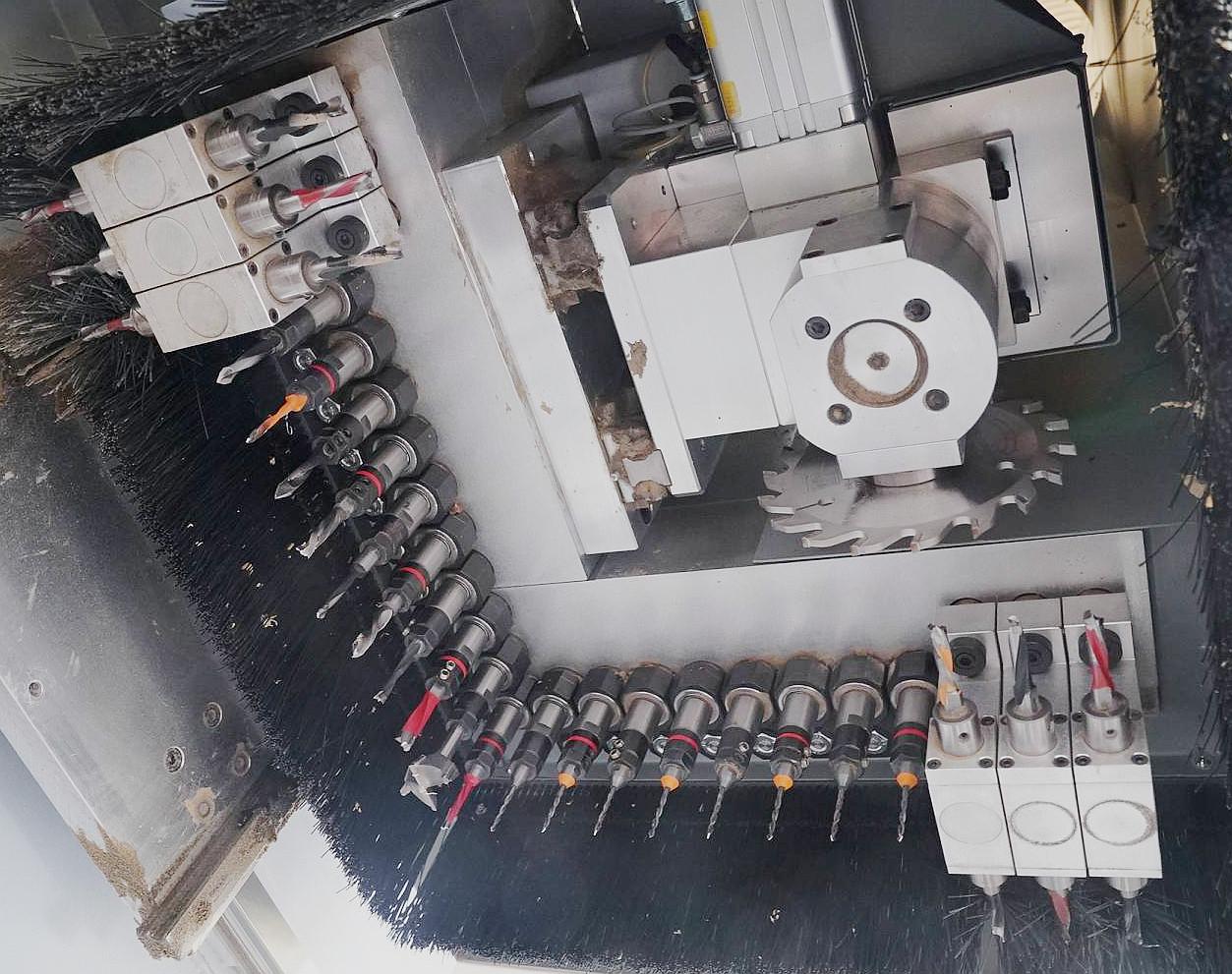
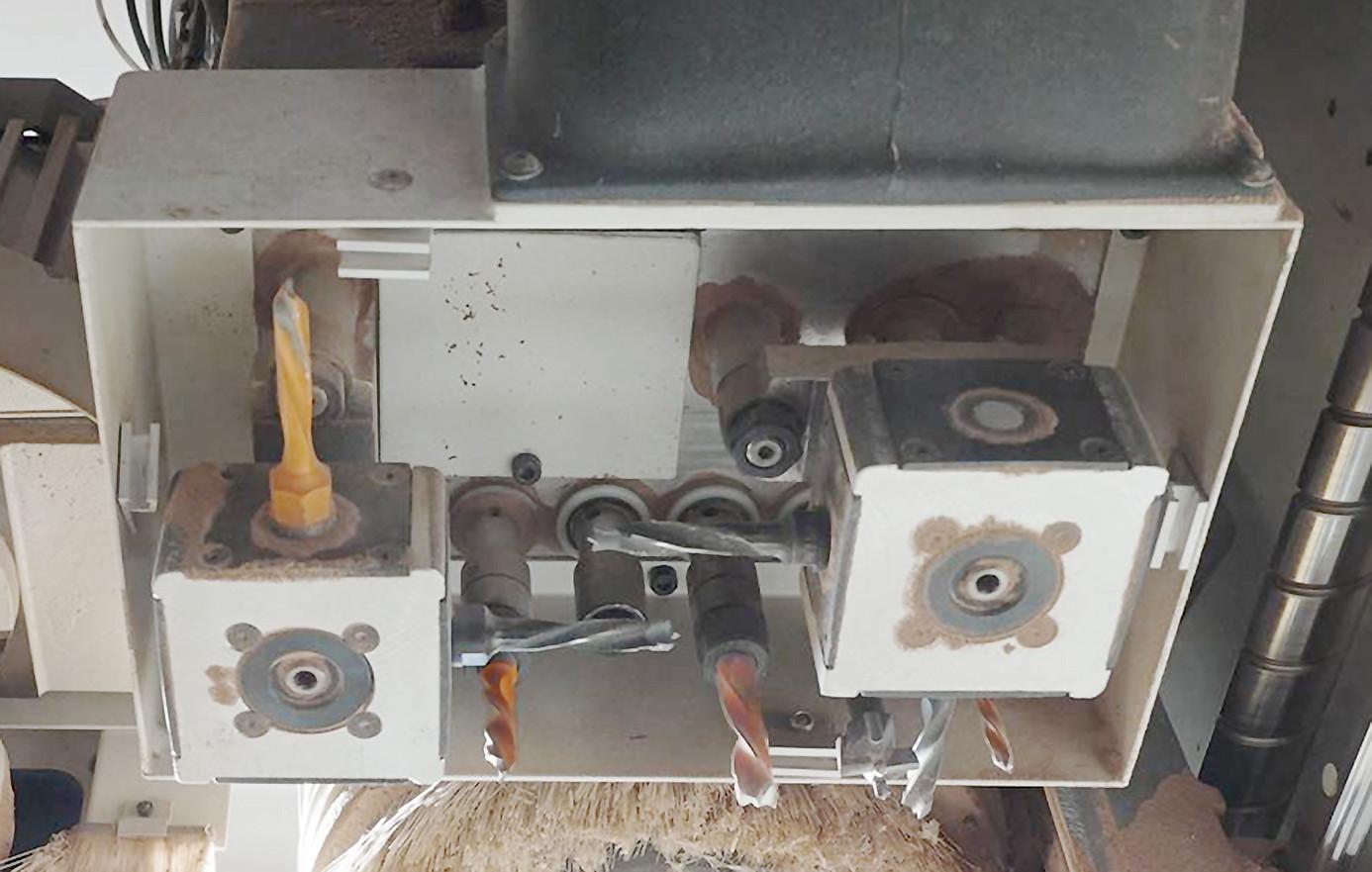
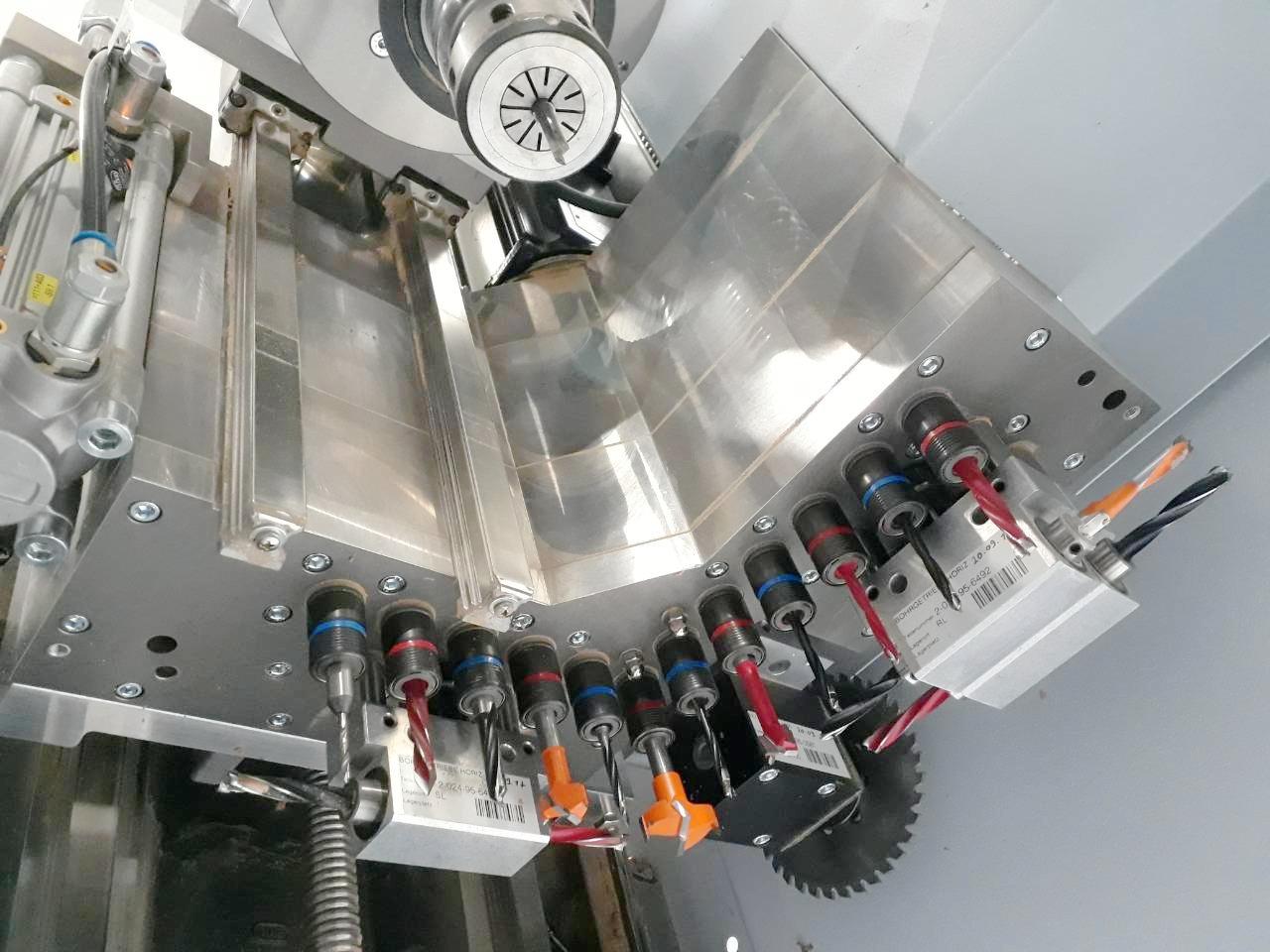
Guide to CNC machining centres | 5 How many drills does one need?Solid wood process workers have probably not been wondering as often as the manufacturers of carcass furniture. But whoever has to manufacture a lot of 2,50m long cabinet sides with continuously double hole rows will appreciate a high number of drills. For this machines with a separate drilling unit have been standard for many years. The classic "CNC-milling machine" only exists today as special machine. Drilling units used today often have an own Z-axis, which make them completely independent from milling spindles. Which has its benefits and disadvantages.
Some manufacturers have a drilling block system to affix the pneumatically-triggered drills in the end position and thus to facilitate quicker drilling cycles. Otherwise there's the risk for the drill to be retracted back inside when working with "diffcult" materials during fast lowering before it has reached its final position. There're no regulations on the number of drills needed. Mostly for one machine model several drilling blocks are offered where vertical drills are arranged in an L or T shape. Here the X-direction should be completely used for the hole series. More drilling spindles means higher costs when purchasing. Although costs may redeem themselves slightly when many hole series have to be drilled and thus expensive operation time can be saved. The drills arranged in Y-direction are mostly used of all the other drilling diameters (e.g. construction drillings). Each new equipping with drills means long times for setting up and thus costs where one should pay attention where to save money effectively, and all possibly used drilling diameters have to be considered. For cup hinge drills, e.g. with a 35 mm drill, many manufacturers offer stonger drill chucks. This is recommended as with such drilling diameters high cutting forces, for which most of the common drilling devices are not designed, are released. Also with horizontal drills one should be aware that perhaps one is not always operating on just construction drillings with the same diameter and hence should keep in command two pairs of drills each in X and Y direction. Besides a quality feature can be when drills of a large drilling device are not driven by only one motor but several motors are used for single groups of drilling blocks. Groove saws: in the drill hole, separate or as unit?But maybe only manufacturers of carcass furniture will primarily ask this question as well. As a rear panel groove afterall means processing over the overall workpiece length, it may have a significant part of the machining time. If a sawing unit is only used for the rear panel groove, a unit integrated within the drilling block is probably the most cost-effective solution. The unit is set without any tool changing time and quite cheap to purchase. A separately-driven, own sawing unit in the machine can be useful when saw cuts are executed often. As the costs of such unit are relatively significant, one should pay attention to the max. cutting height being also enough for the desired machining. If max. flexibility is in order and the sawing unit needs to be used for more than rear panel grooves but is only used sparingly, a replaceable sawing unit is preferred. Although one needs to consider the tool changing time. For that the price for obtaining a unit is cheaper than of the firmly-installed, driven one. |
Images